| Похожие рефераты | Скачать .docx |
Реферат: Автоматизация производственных систем
Содержание:
1. Понятие машиностроительного изделия
Классификация изделий
Понятие жизненного цикла изделия
Представления изделий на различных уровнях абстрагирования
Виды конструкторских документов
2. Виды геометрических моделей
Язык СПРУТ для геометрического моделирования машиностроительных изделий и оформления графической и текстовой документации
Геометрические объекты в среде спрут
Способы представления и передачи информации о геометрической форме изделия
Кривые и поверхности NURBS
Стандарты передачи геометрической модели.
3. Язык функционального моделирования систем IDEF0
Функциональные модели компьютеризированных интегрированных производств
Организационная структура машиностроительных предприятий
4. Цели производственных систем
Цели и задачи автоматизации производственных систем
Основные понятия автоматизации производственных систем, области ее применения
5. Техническое обеспечение и вычислительные сети комплексно-автоматизированных машиностроительных предприятий
6. Уровни представления знаний
Язык представления инженерных знаний
Понятие агента и мультиагентной системы проектирования
Онтология инженерных знаний
7. Методы и программные средства автматизации конструирования
Методы автматизации конструирования
Программные средства автоматизации конструирования
Работа с общим Словарем БЗ
Работа с экраном «МИЗы Базы Знаний»
МИЗ: Формулы
МИЗ: Таблица
МИЗ: PRT-модуль.
МИЗы работы с Базой Данных
МИЗ: Внешний метод
Моделирование работы МИЗ
Работа с экраном «Методы Базы Знаний»
Компоновка метода
8. Методы и программные средства автматизации проектирования технологических процессов
Формы представления технологической документации
Иерархия элементов технологических процессов
Модели данных элементов технологических процессов
Системный анализ действий проектирования технологических процессов
9. Автоматизация операционных процессов, технологические машины и системы ЧПУ, промышленные роботы и автоматизация контроля и диагностики
Основные понятия и функциональная схема автоматизированного операционного технологического процесса
Технологические машины с ЧПУ
Системы числового программного управления
Устройства установки и съема заготовок и деталей
Устройства автоматической смены инструмента
Автоматизация контроля и диагностики
10. Автоматизация подготовки управляющих программ для станков ЧПУ
Язык СПРУТ для представления технологических исходных данных
Язык CLDATA для представления промежуточных данных
Стандарт ISO для представления управляющих программ
1. Понятие машиностроительного изделия
Машиностроительные производства создаются для выпуска изделий машиностроения. Под изделием понимается материальный предмет или набор предметов, предназначенных для удовлетворения определенных общественных или индивидуальных потребностей. Изделиями машиностроения являются, в основном, машины и аппараты. Машина - это механизм или сочетание механизмов, осуществляющих целесообразные движения для преобразования энергии или производства механических работ. В зависимости от основного назначения различают два класса машин: машины-двигатели, с помощью которых один вид энергии преобразуется в другой, и машины-орудия или рабочие машины, с помощью которых производится изменение формы, свойств или положения объекта труда. Аппараты - это изделия, предназначенные для преобразования энергии или вещества без непосредственного использования движущихся частей.
В зависимости от производственного назначения различают изделия основного и вспомогательного производства. К изделиям основного производства относятся изделия, предназначенные для поставки потребителям (реализации), а к изделиям вспомогательного производства - изделия, предназначенные только для собственных нужд изготовляющего их предприятия.
С теоретико-системной точки зрения изделия представляют собой технические объекты (ТО), а сложные изделия - технические системы. На верхнем уровне абстрагирования ТО рассматривается как "черный ящик". Эта модель, вытекающая из общей модели технической системы преобразований [12], представлена на рис.1.1.
ТО связан с другими составными частями системы преобразований: операндами (Od), людьми-операторами (H), смежными техническими системами (TS) и реальным окружением (U). Операнды связаны с назначением ТО - осуществлять преобразование операндов из исходного состояния Od1 в результирующее Od2. Различают четыре класса операндов [12]:
1. Живые существа. Технический процесс изменяет состояние (болен - здоров) либо местоположение этих операндов, которые в виду специфичности и ограничений для этого класса операндов целесообразно выделять из класса материи.
2. Материя. В техническом процессе изменяются основные свойства или форма, размеры, местоположение и т.д.
3. Энергия. В техническом процессе различные виды энергии (энергоносители) преобразуются в другие виды, а также происходит изменение их свойств.
4. Информация. В техническом процессе изменяются форма, количество, качество и местоположение информации.
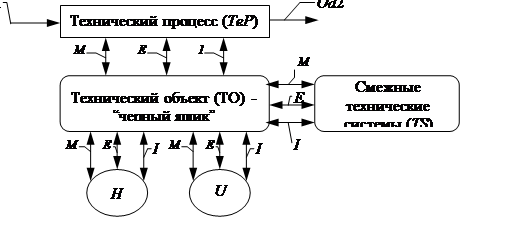
Рис.1.1 Общая модель ТО
ТО для своего функционирования нуждаются в управлении и обслуживании со стороны людей-операторов, выполняющих рабочие и (или) вспомогательные действия.
ТО функционируют, как правило, в составе технических систем, включающих другие технические объекты и процессы, и осуществляют взаимодействие с ними.
Все ТО имеют непосредственную или опосредованную связь с геосферой и другими естественными и искусственными системами.
Помимо указанных нужных связей имеются и нежелательные и не всегда достаточно известные побочные воздействия окружения, называемые помехами.
Функция технической системы определяется реализуемым в ней техническим процессом (TeП).
Потребность в технической системе формализованно представляется в таком виде:
P = ( D, G, H) (1.1)
где D - указание действия, приводящего к реализации интересующей потребности; G - указание объекта, на который направлено действие; H - указание особых условий и ограничений, при которых выполняется действие D.
Описание технической функции содержит следующую информацию [11]:
- потребность, которую должно удовлетворять ТО,
- физическая операция (превращение, преобразование), с помощью которой реализуется потребность
F = ( P, Q) (1.2)
где P - потребность в ТО, описываемая по формуле (1.1); Q
- физическая операция
Q: Od1 --> Od2 (1.3)
Например, формулировка потребности в изделии "чайник" представлена в табл.1.1. и заключается в нагревании жидкости, заключенной в емкость. Основная физическая рабочая операция состоит в поглощении жидкостью теплового потока, что приводит к изменению ее температуры.
Таблица 1.1 Техническая функция ТО "Чайник"
| Потребность | ||
| D | G | H |
| нагревание | жидкости | в емкости |
| Физическая операция | ||
| At | E | Ct |
| тепловой поток | поглощение | температура(изм) |
Классификация изделий
Единая система конструкторской документации (ЕСКД) устанавливает следующие виды изделий: детали, сборочные единицы, комплексы и комплекты. Изделия в зависимости от того, имеются в них составные части или нет, делят на специфицированные (сборочные единицы, комплексы и комплекты) и неспецифицированные (детали).
Комплекс (КС) включает в себя два или более специфицированных изделия, не соединенных на предприятии-изготовителе сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций. В комплекс кроме изделий, выполняющих основные функции, могут входить детали, сборочные единицы и комплекты, предназначенные для выполнения вспомогательных функций.
Комплект - это два или более изделия, не соединенных на предприятии-изготовителе сборочными операциями и представляющих собой набор изделий (сборочных единиц, деталей), имеющих общее эксплуатационное назначение вспомогательного характера, например: комплект запасных частей, инструмента и принадлежностей. Поскольку комплект не несет определенных конструктивных функций, то в дальнейшем мы рассматривать его не будем.
Сборочной единицей (СЕ) называют изделие, составные части которого подлежат соединению между собой на предприятии-изготовителе сборочными операциями. Сборочная единица может состоять из других сборочных единиц (подсборок, узлов) и деталей.
Деталью (ДЕТ) называют изделие, изготовленное из однородного по наименованию и марке материала без применения сборочных операций. К деталям также относят изделия с защитными или декоративным покрытием или изготовленные с применением местной сварки, пайки, склеивания, например, хромированная гайка или спаянная из одного куска листового материала трубка.
Приведенные выше определения содержат в себе взаимосвязи упомянутых систем по отношению "целое-часть", определяющие их иерархическую упорядоченность (рис.1.2).
Для обеспечения возможности конструирования оригинальных деталей и проектирования технологических процессов их изготовления необходима декомпозиция деталей на составляющие элементы.
Конструктивным элементом (КЭ) детали будем называть совокупность смежных поверхностей, имеющих, как правило, определенное конструктивное функциональное назначение. В качестве конструктивных элементов детали первого уровня выступают ее стороны, отображаемые, как правило, на различных проекциях чертежа детали и обрабатываемые в различных установах.
Осесимметричные детали имеют две стороны,- правую и левую. Корпусные детали могут иметь шесть и более сторон.
Для создания сквозных конструкторско-технологических САПР в рассматриваемой иерархии должны быть уровни, обеспечивающие связь между конструкторскими и технологическими решениями. Для проектирования типовых и групповых технологических процессов такими уровнями являются унифицированные сборочные единицы и детали. Для синтеза единичных технологических процессов должен быть особый уровень конструкторско-технологических элементов.
Конструкторско-технологическим элементом (КТЭ) будем называть совокупность смежных поверхностей, имеющих определенную конструктивную функцию, принадлежащих одной из сторон детали и обрабатываемых с помощью наборов технологических переходов определенного вида: токарных, сверлильно-расточных, фрезерных. К числу КТЭ принадлежат разного вида наружные поверхности вращения (валы), отверстия, элементы призматического типа и фасонные.
Конструкторско-технологические элементы формируются из элементов формы (ЭФ). Элемент формы представляет собой одну или несколько смежных поверхностей, выполняющих определенную конструкторскую или технологическую функцию и обрабатываемых с помощью технологического перехода определенного типа. К числу элементов формы относят ступени отверстий и наружных поверхностей вращения различных типов, открытые, полуоткрытые и закрытые поверхности, включая плоскости, окна, уступы и т.п. На основных элементах формы могут располагаться дополнительные: канавки, фаски, скругления, галтели, пазы и т.д.
Элементами формы завершается декомпозиция конструктивных объектов. Ниже элементов формы располагаются уровни геометрических объектов: поверхностей (ПОВ), линий (ЛИН) и точек (ТОЧ) (рис.1.2). Поверхности, как двумерные элементы, занимают верхний уровень геометрической иерархии. Линии, как одномерные элементы, которые могут располагаться на поверхностях, являясь линиями их пересечения, занимают промежуточное положение. Точки - нульмерные элементы - определяют граничные элементы линий и образуют нижний уровень геометрических объектов.
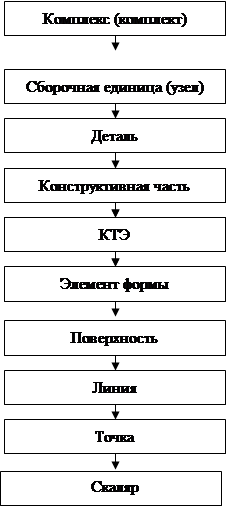
Рис.1.2. Системная иерархия машиностроительных и геометрических объектов
Наконец, нижнюю ступень рассматриваемой иерархии занимают скалярные величины, используемые как переменные для определения объектов вышерасположенных уровней.
Построенная иерархия определяет базовую номенклатуру систем, используемых при конструировании. Полная номенклатура может быть получена с помощью родовидовой декомпозиции систем каждого уровня. Применительно к машиностроительным изделиям такая декомпозиция производится с помощью классификаторов.
Комплексы в машиностроении создаются для удовлетворения потребностей различных отраслей: горнодобывающей, металлургической, транспортной, энергетической, сельскохозяйственной, строительной, приборо- и машиностроительной и т.п. Например, гибкая производственная система представляет собой типичный технологический комплекс, состоящий из набора сборочных единиц: оборудования для обработки резанием, прессового, литейного или сварочного механического, средств измерения, транспортных средств и средств складирования, средств управления, оснастки технологической, тары и т.п.
В табл.1.2 и табл.1.3 приведены примеры классов сборочных единиц и деталей в соответствии с ЕСКД. Классификация сборочных единиц производится по функциональному признаку, а деталей - по конфигурации.
Таблица 1.2 Классы сборочных единиц по ЕСКД
| N класса | Наименование класса |
04 28 29 30 |
Оборудование для обработки резанием, прессовое, литейное и сварочное механическое Оснастка технологическая. Инструмент режущий Оснастка технологическая, кроме инструмента режущего Сборочные единицы общемашиностроительные |
Таблица 1.3 Классы деталей по ЕСКД
| N класса | Наименование класса |
71 72 73 74 75 76 |
тела вpащения тела вpащения: с элементами зубчатого зацепления; трубы, шланги, проволочки, разрезные, секторы, сегменты; изогнутые из листов, полос и лент; аэрогидродинамические; корпусные, опорные, емкостные, подшипников. не тела вращения: корпусные, опорные, емкостные. не тела вращения: плоскостные; рычажные, грузовые, тяговые; аэрогидродинамические; изогнутые из листов, полос и лент; профильные; трубы. тела вpащения и (или) не тела вращения: кулачковые, карданные, с элементами зацепления, арматуры, санитарно-технические, разветвленные, пружинные, ручки, уплотнительные, отсчетные, пояснительные, маркировочные, защитные, посуда, оптические, электрорадиоэлектронные, крепежные. технологической оснастки, инструмента. |
Понятие жизненного цикла изделия
Под жизненным циклом изделия понимают интервал времени от момента установления потребности в изделии до момента окончания обслуживания его у пользователя. Жизненный цикл имеет определенную структуру, т.е. разбивается на ряд отрезков времени, называемых фазами. Для каждого вида изделий могут существовать свои варианты разбиения жизненного цикла.
В каждой фазе жизненного цикла решаются определенные задачи в общем процессе создания и использования изделий. Фазы могут частично перекрываться, что позволяет сократить сроки создания
изделий и является важнейшим современным направлением совершенствования инженерной деятельности, называемым параллельным или комплексным проектированием.
Разбиение жизненного цикла на фазы дает следующие преимущества:
- появляется возможность перспективного планирования;
- за счет перекрытия фаз достигается значительное сокращение сроков создания изделия;
- появляется возможность автоматизации управления процессом создания изделий.
Основной задачей перспективного планирования является установление длительности фаз жизненного цикла. Главным лимитирующим фактором здесь служит срок морального старения изделий. В настоящее время для большинства изделий машиностроения он равен 2-6 годам. Отсюда следует, что длительность фаз создания изделия, предшествующих началу его серийного изготовления, не должна превышать 0.5-2 лет. В то же время она составляет сейчас 5-7 лет. Сокращение этого срока может быть достигнуто за счет сокращения длительности отдельных фаз и перекрытия их во времени. Для этого необходимо:
- включение исследовательских и проектных организаций в состав предприятий (объединений);
- самостоятельность предприятий в определении номенклатуры производимых изделий;
- свободная закупка необходимых материалов, комплектующих, оборудования и оснастки;
_ изменение организационной структуры предприятий и придания ей большей гибкости;
- создание экономических условий, стимулирующих обновление и выпуск продукции высшего качества.
Представления изделий на различных уровнях абстрагирования
Процесс проектирования изделий производится постадийно с постепенным переходом от абстрактных представлений к более конкретным. В зависимости от стадии разработки конструкторские документы подразделяют на проектные и рабочие. Проектные документы описывают изделие как систему, постепенно расширяя и конкретизируя данные. Эти документы разрабатываются на стадиях технического предложения(ПТ), эскизного проекта(ЭП) и технического проекта(ТП). Рабочие документы (РД) должны содержать адекватное описание изделия как физического объекта, необходимое и достаточное для изготовления, испытания и эксплуатации.
Инженерные знания целесообразно представлять на следующих четырех уровнях абстрагирования (см. табл.1.4):
- функциональном,
- принципиальном,
- конструктивном,
- рабочем.
На функциональном уровне изделия представляются в форме концептуальных И/ИЛИ графов (рис.1.4), на принципиальном в виде принципиальных кинематических, электрических, гидравлических, пневматических и т.п. схем, на конструктивном в виде геометрических моделей, а на рабочем - в виде спецификаций и чертежей.
Таблица 1.4 Представление геометрических образов детали "ось гладкая" на различных уровнях абстрагирования
| Стадия | Уровень абстрагирования | Геометрический образ | Доку мент |
|
ПТ ЭП |
Функциональный |  |
Сх | |
| Принципиальный | Сх | |||
| ТП | Конструктивный |
 |
Эскиз, ВО,ТЧ |
|
Рабо- чий |
Конструк- торский |
 |
СБ, ЧД И т.д. |
|
Техноло- гический |
- - - |
КЭ | ||
Обозначения: Сх-схема, ВО-общий вид, ТЧ-теоретический чертеж, СБ-сборочный чертеж, ЧД-чертеж детали, КЭ-карта эскизов.
Основная функция технической системы, представляемая согласно формуле (1.3), как правило, декомпозируется на ряд вспомогательных. Такая декомпозиция, в общем случае, производится многократно, формируя многоуровневую иерархическую структуру вспомогательных функций. Эти функции могут дополнять друг друга, обеспечивая совместно выполнение вышестоящей функции, либо служить взаимоисключающими альтернативами, из которых делается единственный выбор. Декомпозиция завершается установлением типовых конструктивных решений(ТКР), обеспечивающих выполнение каждой функции низшего уровня. В целом структура инженерных знаний на концептуальном уровне проектирования представляет собой И/ИЛИ граф. Такой концептуальный граф формируется из функциональных компонент(ФК), каждая из которых состоит из: 1) описания функции согласно формулы (1), 2) списка свойств с ограничениями и 3) набора поддерживающих функций или ТКР, объединенных структурой И/ИЛИ графа. Связи между верхними и нижними уровнями концептуального графа реализуют отношения "цель-средство".
Каждый из функциональных элементов концептуального графа (КГ) может быть преобразован в конструктивный элемент различными способами с использованием различных ТКР, представленных в морфологической таблице 1.5.
Таблица 1.5 Морфологическая таблица технических решений ТО «Чайник»
| F1 | F2 | F3 | F4 | F5 | F6 | F7 | ТО |
| Наливание жидкости в емкость | Выливание жидкости из емкости | Перенос жидкости в емкости | Включение нагревателя | Повышение температуры жидкости |
Выключение нагревателя |
Отображение уровня жидкости в емкости | |
| отверстие с крышкой | носик | ручка с шарнирным соединением | Чайник обыкновенный | ||||
| отверстие с крышкой | носик | ручка с жестким соединением | Чайник-кофейник | ||||
| носик | носик | ручка с жестким соединением | Чайник без крышки | ||||
| отверстие с крышкой | носик | ручка с шарнирным соединением | шнур с вилкой | нагреватель резистивный | шнур с вилкой | Электрочайник со шнуром | |
| отверстие с крышкой | носик | ручка с жестким соединением | шнур с вилкой | нагреватель резистивный | шнур с вилкой | Электрокофейник со шнуром | |
| отверстие с крышкой | носик | корпус с ручкой | основание со шнуром и вилкой | нагреватель резистивный | автомат выключения | поплавковый индикатор | Бесшнуровой электрочайник |
Для расчета значений свойств функциональных компонент после выбора конкретной структуры изделия из ТКР помимо трех описанных выше составляющих ФК должна быть расчетная база знаний. Принципы ее построения будут описаны ниже.
Виды конструкторских документов
Результатом проектно-конструкторской деятельности является соответствующая документация, состав и форма представления которой определяются стандартами. Объекты, изготовляемые предприятиями машиностроения, называют изделиями. Конструкторская документация состоит из графических и текстовых документов, которые в отдельности или в совокупности определяют состав и устройство изделия и содержат необходимые данные для его разработки или изготовления, контроля, приемки, эксплуатации и ремонта. К графическим конструкторским документам относятся чертежи и схемы. Существуют следующие виды графических документов:
чертеж детали, содержащий изображение детали и другие данные, необходимые для ее изготовления и контроля,
сборочный чертеж, содержащий изображение сборочной единицы, данные, необходимые для ее сборки (изготовления) и контроля,
чертеж общего вида, определяющий конструкцию изделия, взаимодействие его основных составных частей и поясняющий принцип работы изделия,
теоретический чертеж, определяющий геометрическую форму (обводы) изделия и координаты расположения составных частей,
габаритный чертеж, содержащий упрощенное контурное изображение изделия с габаритными, установочными и присоединительными размерами,
монтажный чертеж, содержащий упрощенное контурное изображение изделия, а также данные, необходимые для его установки на месте присоединения,
электромонтажный чертеж, содержащий данные, необходимые для выполнения электромонтажа изделия,
упаковочный чертеж, содержащий данные, необходимые для упаковывания изделия,
ремонтный чертеж, содержащий необходимые данные по ремонту изделия и определяющий ремонтируемые места,
схема, на которой показаны в виде условных изображений или обозначений составные части изделия и связи между ними.
К обязательным конструкторским документам из числа графических относят чертеж детали, сборочный чертеж и чертеж общего вида. Обязательными текстовыми документами являются: спецификация, ведомости технического предложения (ПТ), эскизного (ЭП) и технического (ТП) проектов, пояснительная записка.
Проектная и конструкторская документация представляет собой главные средства связи между действиями в сфере проектирования (информатики) и действиями в сфере изготовления (материального производства).
Проектировщики и конструкторы, разрабатывая проекты, трудятся в сфере абстракций. Результаты их труда передаются технологам, проектирующим процессы изготовления изделий, которые реализуются в материальной сфере. Для осуществления этих процессов необходимы средства общения между инженерами. Этими средствами служат различные документы (коммуникаты): технические задания, содержащие описание потребности в изделии с определенными характеристиками, проектная документация, содержащая запись изделия как системы (схемы), а также конструктивного вида (чертежи общего вида, теоретические чертежи), упомянутые выше рабочие чертежи, отражающие запись конструкции.
Наука проектирования и конструирования охватывает теорию записи (прежде всего записи конструкции), что в свою очередь связано с проблемой кодов - основой языка техники [4].
Под записью конструкции до сих пор понимали чертеж, выполненный в соответствии с ЕСКД. Однако, чертеж представляет собой лишь один из возможных способов такой записи. В связи с использованием САПР в проектно-конструкторском процессе возникают проблемы разработки новых языков записи проектно-конструкторских данных.
Эти проблемы разбиваются на два больших класса:
1. внутримашинного представления проектно-конструкторских данных,
2. внешнего отображения этих данных.
Проблемы второго класса решаются методами машинной геометрии и графики. Внешнее отображение может производиться как в виде традиционных чертежей, соответствующих стандартам, так и в виде записи конструкции фотографического типа, которая во многих случаях более доходчива, чем технический чертеж, и могла бы в перспективе заменить чертежи общих видов и сборочные [4]. В последнем случае необходимо располагать программно-техническими средствами объемной машинной графики.
2. Виды геометрических моделей
Для решения задач комплексной автоматизации машиностроительных производств необходимо построить информационные модели изделий. Машиностроительное изделие как материальный предмет должен быть описан в двух аспектах:
- как геометрический объект;
- как реальное физическое тело.
Геометрическая модель необходима для задания идеальной формы, которой должно было бы соответствовать изделие, а модель физического тела должна дать характеристику материала, из которого изготовляется изделие, и допустимые отклонения реальных изделий от идеальной формы.
Геометрические модели создаются с помощью программных средств геометрического моделирования, а модели физического тела с помощью средств создания и ведения баз данных.
Геометрическая модель, как разновидность модели математической, охватывает определенный класс абстрактных геометрических объектов и отношений между ними. Математическое отношение - это правило, связывающее абстрактные объекты. Они описываются с помощью математических операций, связывающих один (унарная операция), два (бинарная операция) или более объектов, называемых операндами, с другим объектом или множеством объектов (результатом операции).
Геометрические модели создаются, как правило, в правой прямоугольной системе координат. Эти же системы координат используются в качестве локальных при задании и параметризации геометрических объектов.
В табл.2.1 приведена классификация базовых геометрических объектов. По размерности параметрических моделей, необходимых для представления геометрических объектов, они делятся на нульмерные, одномерные, двумерные и трехмерные. Нульмерные и одномерные классы геометрических объектов могут моделироваться как в двух координатах(2D) на плоскости, так и в трех координатах(3D) в пространстве. Двумерные и трехмерные объекты могут моделироваться только в пространстве.
Язык СПРУТ для геометрического моделирования машиностроительных изделий и оформления графической и текстовой документации
Существует значительное количество систем компьютерного геометрического моделирования, наиболее известными из которых являются Auto- CAD, ANVILL, EUCLID, EMS и др. Из числа отечественных систем этого класса наиболее мощной является система СПРУТ, предназначенная для автоматизации конструирования и подготовки управляющих программ для станков с ЧПУ.
Нульмерные геометрические объекты
На плоскости
Точка на плоскости
Точка, заданная координатами в базовой системе
Pi = Xx, Yy
Точка на линии
Точка, заданная одной из координат и лежащая на прямой
Pi = Xx, Li
В пространстве
Точка в пространстве
Точка, заданная координатами в базовой системе
P3D i = Xx,Yy,Zz
Точка на линии
Точка, заданная как n-я точка пространственной кривой
P3D i = PNT,CC j,Nn
Точка на поверхности
Точка, заданная как точка пересечения трех плоскостей;
P3D i = PLs i1,PLs i2,PLs i3
Таблица 2.1 Геометрические объекты в среде спрут
| Размер-ность объекта | Размерность пространства | Вид объекта | Оператор СПРУТ |
| Нуль- | На плоскости(2D) | Точки на плоскости | Pi = Xx, Yy; Pi = Mm, Aa |
| мерные | [подсистема SGR] | Точки на линии | Pi = Xx, Li; Pi = Ci, Aa |
| В пространстве(3D) | Точки в пространстве | P3D i = Xx,Yy, Zz | |
| [подсистема GM3] | Точки на линии | P3D i = PNT,CC j,Nn | |
| Точки на поверхности | P3D i = PLS i1,PLS i2,PLS i3 | ||
| Одно- | На плоскости(2D) | Прямые | Li = Pi, Pk |
| мерные | [подсистема SGR] | Окружности | Ci = Xx, Yy, Rr |
| Контуры | Ki = Pj, -Lk, N2, R20, Cp, Pq | ||
| Сплайны | Ki = Mm, Lt, Pj, Pk,..., Pn, Cq | ||
| Кривые 2-го порядка | CONIC i = P i1, P i2, P i3, ds | ||
| В пространстве(3D) [подсистема GM3] | Векторы | P3D i = NORMAL,CYL j,P3D k; P3D i = NORMAL,Cn j,P3D k; P3D i = NORMAL,HSP j,P3D k; P3D i = NORMAL,TOR j,P3D k | |
| Прямые | L3D i = P3D j,P3D k | ||
| Сплайны | CC i = SPLINE,P3D i1,...,P3D j,Mm | ||
| Параметрическая кривая на поверхности | CC n = PARALL, BASES=CCi, DRIVES=CCk, PROFILE=CCp, STEPs | ||
| Линии пересечения поверхностей | SLICE K i, SS j, Nk, PL l; INTERS SS i, SS j, {L,} LISTCURV k |
||
| Проекция линии на поверхность | PROJEC Ki, CC j, PLS m | ||
| Проволочные модели | SHOW CYL i; SHOW HSP i; SHOW CN i; SHOW TOR i | ||
| Двух -мерные | В пространстве [подсистема GM3] | Плоскости | PL i = P3D j,L3D k |
| Цилиндры | CYL i = P3D j,P3D k,R | ||
| Конусы | CN i = P3D j,R1,P3D k,R2; CN i = P3D j,R1,P3D k,Angle |
||
| Сферы | HSP i = P3D j,P3D k,R | ||
| Торы | TOR i = P3D j,R1,P3D k,R1,R2 | ||
| Поверхности вращения | SS i = RADIAL, BASES = CC j, DRIVES = CC k, STEP s | ||
| Линейчатые поверхности | SS i = CONNEC, BASES = CC j, BASES = CC k, STEP s | ||
| Фасонные поверхности | SS i = PARALL, BASES = CC j, DRIVES = CC k, STEP s | ||
| Поверхности тензорного произведения | CSS j = SS i | ||
| Трех-мерные | В пространстве [подсистема SGM] | Тело вращения | SOLID(dsn) = ROT, P3D(1), P3D(2), SET[3], P10, m(Tlr) |
| Тело сдвига | SOLID(dsn) = TRANS, P3D(1), P3D(2), SET[3], P10, M(Tlr) | ||
| Тело цилиндрическое | SOLID(dsn) = CYL(1), M(Tlr) | ||
| Тело коническое | SOLID(dsn) = CN(1), M(Tlr) | ||
| Тело сферическое | SOLID(dsn) = SPHERE(1), M(Tlr) | ||
| Тело торическое | SOLID(dsn) = TOR(1), M(Tlr) |
Одномерные геометрические объекты
На плоскости
Векторы Вектор переноса MATRi = TRANS x, y
Линии Простые аналитические
Прямая (всего 10 способов задания)
Прямая, проходящая через две заданные точки Li = Pi, Pk
Окружность (всего 14 способов задания)
Окружность, заданная центром и радиусом Ci = Xx, Yy, Rr
Кривая второго порядка (всего 15 способов задания)
Кривая второго порядка, проходящая через три точки с заданным дискриминантом Conici = Pi1, Pi2, Pi3, ds
Составные Контуры - последовательность сегментов плоских геометрических элементов, начинающихся и заканчивающихся точками, лежащими на первом и последнем элементе соответственно K23 = P1, -L2, N2, R20, C7, P2 Кусочно-полиномиальные
Сплайн. Первым параметром в операторе является идентификатор "M", который указывает величину отклонения при аппроксимации отрезками сплайн-кривой. Далее следует начальное условие (прямая или окружность), затем перечисление точек в той последовательности, в которой они должны быть соединены. Заканчивается оператор определением условия на конце сплайн-кривой(прямая или окружность) Ki = Mm, Lt, Pj, Pk,..., Pn, Cq
Аппроксимация дугами Ki = Lt, Pj, Pk,..., Pn
В пространстве Векторы Вектор направления
Вектор единичной нормали в точке к полусфере P3Di = NORMAL,HSPj,P3DkВектор единичной нормали в точке к цилиндру P3Di = NORMAL,CYLj,P3DkВектор единичной нормали в точке к конусу P3Di = NORMAL, Cnj,P3DkВектор единичной нормали в точке к тору P3Di = NORMAL,TORj,P3DkВектор переноса MATRi = TRANSx, y, zЛинии
Независимые Прямая (всего 6 способов задания)
По двум точкам L3D i = P3D j,P3D k Сплайн-кривая CC i = SPLINE,P3D i1,.....,P3D j,mM На поверхности Параметрическая CCn=PARALL,BASES=CCi,DRIVES=CCk,PROFILE=CCp,STEPsПересечение 2-х поверхностей Контур сечения поверхности плоскостью SLICE K i, SS j, Nk, PL l где N k - номер сечения Линия пересечения 2-х криволинейных поверхностей (результат список пространственных кривых) INTERSSSi,SSj,L,LISTCURVk ; где L - уровень точности; 3<= L <= 9;
Проекции на поверхность Проекция пространственной кривой на плоскость с системой координат PROJECKi,CCj,PLSm.
Составная
Проволочные модели Каркас Отображение цилиндра на экране в виде проволочной модели SHOW CYL i Отображение полусферы на экране в виде проволочной модели SHOW HSP i
Отображение конуса на экране в виде проволочной модели SHOW CN i
Отображение тора на экране в виде проволочной модели SHOW TOR
Двумерные геометрические объекты (поверхности)
Простые аналитические Плоскость (всего 9 способов задания)
По точке и прямой PL i = P3D j,L3D k
Цилиндр(по двум точкам и радиусу) CYLi = P3Dj,P3Dk,R
Конус Задается по двум точкам и двум радиусам; или по двум точкам, радиусу и углу в вершине CNi = P3Dj,R1,P3Dk,R2; CNi = P3Dj,R1,P3Dk,Angle
Сфера (полусфера) Задается по двум точкам и радиусу HSPi = P3Dj,P3Dk,R
Тор Задается по двум точкам и двум радиусам; вторая точка вместе с первой определяет ось тора TORi = P3Dj,R1,P3Dk,R1,R2
Составные Кинематические Поверхности вращения SSi = RADIAL, BASES = CCj, DRIVES = CCk, STEPs
ЛинейчатыеповерхностиSS i = CONNEC, BASES = CC j, BASES = CC k, STEP s
ФасонныеповерхностиSS i = PARALL, BASES = CC j, DRIVES = CC k, STEP s
Кусочно-полиномиальные Поверхности тензорного произведения (сплайновые поверхности по системе точек) CSSj = SSi
Таблица 2.2 Геометрические операции в среде спрут
| КЛАСС | ГРУППА | ВИД | ОПЕРАТОР СПРУТ |
| УНАРНЫЕ | Преобразо вания | Масштабирова-ние | Ki = Kj, Pk, Mm |
| Перенос | MATRi = TRANS x, y, z | ||
| Вращение | MATRi = ROT, X Y Z, Aa | ||
| Отображение | MATRi = SYMMETRY, Pli | ||
| Проекции | Параллельные | VECTOR P3Di, INTO P3Dj | |
| Расчеты | Длина | L = SURFAREA [CC i] | |
| параметров | Площадь | S = SURFAREA [K i] | |
| S = SURFAREA [SS i] | |||
| S = AREA [SOLID i] | |||
| Объем | VS = VOLUME[SOLID i] | ||
| Момент инерции | P i = SURFAREA[K i1,INERC] |
||
INLN = SURFAREA [K i1,INERC] |
|||
| INERC SOLID i,L3d i1,INLN | |||
| INERC SOLID i, P3Dj | |||
| Центр масс | CENTRE SOLID i,P3D j | ||
P i = SURFAREA [K i ,CENTRE] |
|||
| БИНАР-НЫЕ | Расчеты параметров | Расстояние | S = DIST P3Di, P3Dj |
| S = DIST P3Di, L3Dj | |||
| S = DIST P3Di, Pl j | |||
| S = DIST P3Di, SS j | |||
| S = DIST P3Di, P3Dj | |||
| Угол | Ang = SURFAREA[L i1, L i2] | ||
| Пересечение | Двух линий | Pi = Li, Lj; Pi = Li, Cj; Pi = Ci, Cj; |
|
| Pi = Ki, Lt, Nn; Pi = Ki, Ct, Nn; | |||
| Pi = Ki, Kt, Nn; Pi = Ki, Lt, Nn | |||
| Линии с | P3D i = L3D j,PL k | ||
| поверхностью | P3D i = L3D j,HSP k,n | ||
| P3D i = L3D j,CYL k,n | |||
| P3D i =L3D j,CN k,n; P3D i =CC i ,PL j | |||
| Двух | L3D i = PL j, PL k | ||
| поверхностей | INTERS SS i,SS j,{L,}LISTCURV k | ||
| Двух тел | CROS SOLID(Top+2), RGT, SOLID(Top+3), RGT; SOLID(Top+1) = SOLID(Top+2), SOLID(Top+3) | ||
| Вычитание | Тела из тела | CROS SOLID(Top+2), RGT, SOLID(Top+3); SOLID(Top+1) = SOLID(Top+2), SOLID(Top+3) |
|
| Сложение | Двух тел | CROS SOLID(Top+2), SOLID(Top+3); SOLID(Top+1) = SOLID(Top+2), SOLID(Top+3) |
|
| Отсечение | Тела плоскостью | CROS SOLID(Top+1), PL(1), SET[3] | |
| Объединение | Двух поверхностей | SSi=ADDUP,SSk,SSj,STEPs,a Angl | |
| N - АРНЫЕ | Объединение | Объединение поверхностей | SS i = ADDUP,SS k,....., SS j,STEP s ,a Angl |
Способы представления и передачи информации о геометрической форме изделия
Исходные данные о геометрической форме изделия, могут поступать в САМ-систему в формате BoundaryRepresentation (B-Rep). Изучим этот формат более подробно.
Автором были рассмотрены структуры данных геометрического ядра ACIS фирмы Spatial Technology, геометрического ядра Parasolid фирмы Unigraphics Solutions, геометрического ядра Cascade фирмы MatraDatavision и представление модели в спецификации IGES. Во всех четырех источниках представление модели очень схоже, имеются лишь небольшие отличия в терминологии, в ядре ACIS имеются непринципиальные структуры данных связанные с оптимизацией вычислительных алгоритмов. Минимальный список объектов, необходимый для представления B-Rep модели представлен на Рис. 1. Его можно разделить на две группы. В левом столбце представлены геометрические объекты, а в правом топологические.
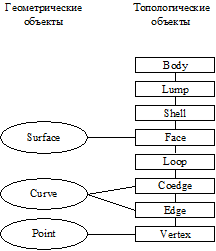
Рис. 1. Геометрические и топологические объекты.
Геометрическими объектами являются поверхность (Surface), кривая (Curve) и точка (Point). Они самостоятельны и не ссылаются на другие составляющие модели, именно они определяют пространственное расположение и размеры геометрической модели.
Топологические объекты описывают то, каким образом геометрические соединяются в пространстве. Сама по себе топология описывает структуру или сетку, которая никоим образом не зафиксирована в пространстве.
Кривые и поверхности . Как известно, существуют два наиболее общих метода представления кривых и поверхностей. Это неявные уравнения и параметрические функции.
Неявное уравнение кривой лежащей в плоскости xy имеет вид:
![]()
Это уравнение описывает неявное отношение между координатами x и y точек лежащих на кривой. Для данной кривой уравнение уникально. Например, окружность с единичным радиусом и центром в начале координат, описывается уравнением
![]()
В параметрической форме, каждая из координат точки кривой представляется отдельно как явная функция параметра:
![]() ,
,
где: ![]()
![]() - векторная функция от параметра u
.
- векторная функция от параметра u
.
Хотя интервал ![]() произвольный, он обычно нормализуется до
произвольный, он обычно нормализуется до ![]() . Первый квадрант окружности описывается параметрическими функциями:
. Первый квадрант окружности описывается параметрическими функциями:
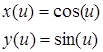 ,
,
где: ![]() .
.
Установим ![]() , получим другое представление:
, получим другое представление:
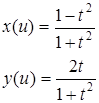
где: ![]() .
.
Таким образом, представление кривой в параметрическом виде не уникально.
Поверхность также может быть представлена неявным уравнением в форме:
![]()
Параметрическое представление (не уникальное) дается как:
![]() .
.
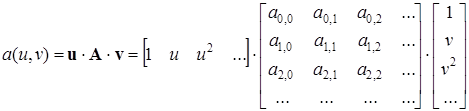
Заметим, что для описания поверхности необходимы два параметра. Прямоугольную область существования всей совокупности точек (u,v), ограниченную условиями ![]() и
и ![]() будем называть областью или плоскостью параметров. Каждой точке в области параметров будет соответствовать точка на поверхности в модельном пространстве.
будем называть областью или плоскостью параметров. Каждой точке в области параметров будет соответствовать точка на поверхности в модельном пространстве.
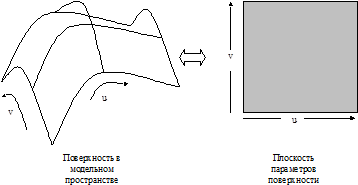
Рис. 2. Параметрическое задание поверхности.
Зафиксировав u и изменяя v , получаем поперечные линии, зафиксировав v и изменяя u , получаем продольные линии. Такие линии называют изопараметрическими.
Для представления кривых и поверхностей внутри B-Rep модели наиболее удобна параметрическая форма.
Топологические объекты . Тело ( Body) - это ограниченный объем V в трехмерном пространстве. Тело будет корректным в том случае, если этот объем замкнутый и конечный. Тело может состоять из нескольких, не касающихся друг друга кусочков (Lumps), доступ к которым необходимо обеспечить как к единому целому. На рисунке изображен пример тела состоящего из более чем одного кусочка.
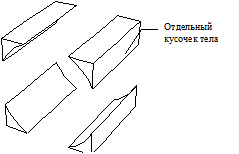
Рис. 3. Четыре кусочка в одном теле
Кусочек (Lump) – это единая область в трехмерном пространстве, ограниченная одной или более оболочками (Shells). Lump может иметь неограниченное количество пустот. Таким образом, одна оболочка кусочка является внешней, остальные внутренними.
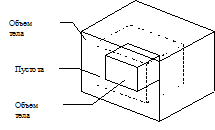
Рис. 4. Тело, состоящее из двух кусочков
Оболочка ( Shell) – это множество ограниченных поверхностей (Faces), объединенных между собой посредством общих вершин (Vertexes) и ребер (Edges). Нормали к поверхностям оболочки должны быть направлены от зоны существования тела. Ограниченная поверхность ( Face) - это участок обычной геометрической поверхности, ограниченный одной или несколькими замкнутыми последовательностями кривых – петлями (Loops). При этом петля может задаваться кривыми, как в модельном, так и в параметрическом пространстве поверхности. Ограниченная поверхность в своей сути является двухмерным аналогом тела. Она также может иметь одну внешнюю и множество внутренних зон ограничений.
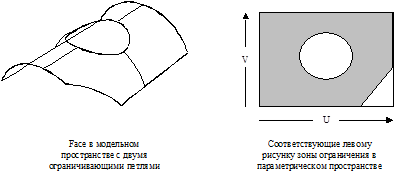
Рис. 5. Ограниченная поверхность
Петля (Loop) – является участком зоны ограничения Face. Она представляет собой множество параметрических ребер объединенных в двухсвязную цепочку. Для корректного тела она должна быть замкнутой.
Параметрическое ребро (Coedge) – это запись, соответствующая участку петли. Оно соответствует ребру геометрической модели. Параметрическое ребро имеет ссылку на двухмерную геометрическую кривую, соответствующую участку зоны ограничения в параметрическом пространстве. Параметрическое ребро ориентировано в петле таким образом, что если смотреть вдоль ребра по его направлению, то зона существования поверхности будет находиться слева от него. Таким образом, внешняя петля всегда направлена против часовой стрелки, а внутренние по часовой.
Параметрическое ребро ( Coedge) может иметь ссылку на партнера, на такой же Coedge, лежащий в другой петле, но соответствующий тому же пространственному ребру. Поскольку в корректном теле, каждое ребро касается строго двух поверхностей, поэтому оно будет иметь строго два параметрических ребра.
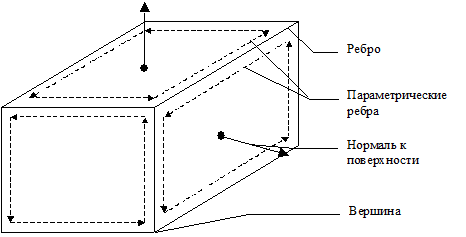
Рис. 6. Ребра, параметрические ребра и вершины
Ребро ( Edge) – топологический элемент, имеющий ссылку на трехмерную геометрическую кривую. Ребро ограничено с обеих сторон вершинами.
Вершина (Vertex) – топологический элемент, имеющий ссылку на геометрическую точку (Point). Вершина –это граница ребра. Все другие ребра, которые приходят в конкретную вершину, могут быть найдены через указатели параметрических ребер.
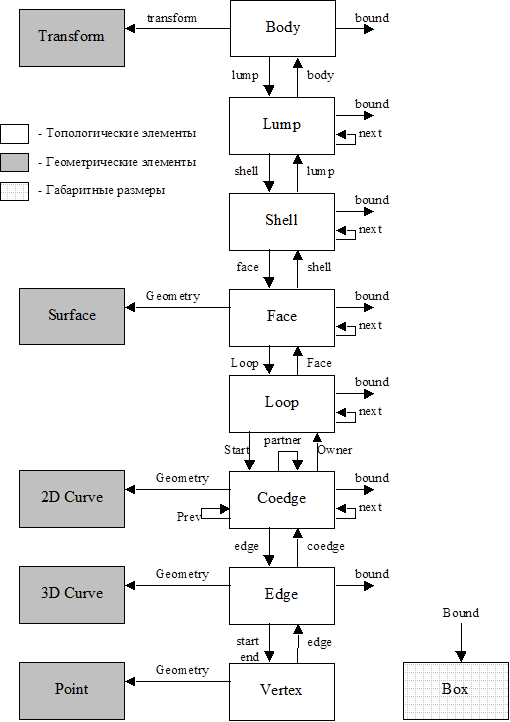
Рис. 7. Объектная реализация геометрической модели
В данной диаграмме фигурируют еще два неописанных объекта.
Система координат тела (
Transform).
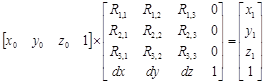
Как известно система координат может задаваться матрицей преобразований. Размерность матрицы ![]() . Если координаты точки представить в виде вектора-строки, в последнем столбце которого лежит единица, то умножив этот вектор на матрицу преобразований получим координаты точки в новой системе координат.
. Если координаты точки представить в виде вектора-строки, в последнем столбце которого лежит единица, то умножив этот вектор на матрицу преобразований получим координаты точки в новой системе координат.
Матрица может отражать в себе все пространственные преобразования, такие как: поворот, перенос, симметрия, масштабирование и их композиции. Как правило, матрица имеет следующий вид.
Габаритные размеры ( Box) – структура данных, описывающая параметры прямоугольного параллелепипеда со сторонами параллельными координатным осям. Фактически это координаты двух точек, расположенных на концах главной диагонали параллелепипеда.
Кривые и поверхности NURBS
В настоящее время наиболее распространенным способом представления кривых и поверхностей в параметрической форме являются рациональные сплайны или NURBS (non-uniformrationalb-spline). В виде NURBS с абсолютной точностью могут быть представлены такие канонические формы как отрезок, дуга окружности, эллипс, плоскость, сфера, цилиндр, тор и другие, что позволяет говорить об универсальности данного формата, и исключает необходимость использования иных способов представления.
Кривая в таком виде описывается следующей формулой:
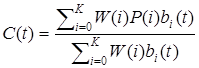
Здесь
· W(i) - весовые коэффициенты (положительные действительные числа),
· P(i) - контрольные точки,
· Bi - B-сплайновые функции
В-сплайновые функции степени М полностью определяются множеством узлов. Пусть N=K-M+1, то множество узлов представляет собой последовательность не уменьшающихся действительных чисел:
T(-M),…,T(0),…,T(N),…T(N+M).
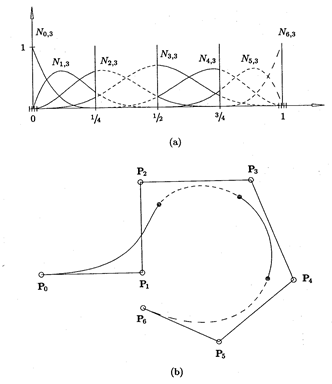
Рис. 8. (a) кубические базисные функции ; (b) кубическая кривая, использующая базисные функции с (a)
Сегмент кривой, представленной в виде NURBS, может быть преобразован в полиномиальную форму без потери точности, то есть представлен выражениями:
 ,
,
где ![]() и
и ![]() являются полиномами степени кривой. Способы преобразования кривых из NURBS в полиномиальную форму и обратно подробно описаны в /1/.
являются полиномами степени кривой. Способы преобразования кривых из NURBS в полиномиальную форму и обратно подробно описаны в /1/.
Поверхности NURBS представляются аналогичным образом:
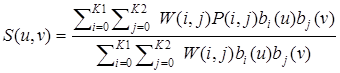
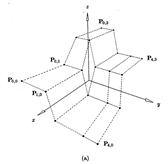
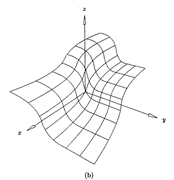
Рис. 9. В-сплайновая поверхность: (a) сетка контрольных точек; (b) поверхность
Как видно из рисунков, сложность геометрической формы кривой или поверхности можно оценить по контрольным точкам.
Сегмент поверхности NURBS также может быть представлен в полиномиальной форме:
 ,
, где ![]() и
и ![]() являются полиномами двух переменных и могут быть представлены в виде:
являются полиномами двух переменных и могут быть представлены в виде:
 .
.
Более подробно свойства NURBS кривых и поверхностей описаны в /1,2/.
Для любой двумерной параметрической кривой  ,
,  , где
, где ![]() ,
,![]() и
и ![]() - полиномы существует уравнение
- полиномы существует уравнение ![]() , где
, где ![]() также полином, которое точно определяет ту же самую кривую. Для любой параметрической поверхности заданной выражением (6) существует уравнение
также полином, которое точно определяет ту же самую кривую. Для любой параметрической поверхности заданной выражением (6) существует уравнение ![]() , где
, где ![]() также полином, которое точно определяет ту же самую поверхность. Способы получения неявной формы параметрически заданной кривой или поверхности описаны в /33/.
также полином, которое точно определяет ту же самую поверхность. Способы получения неявной формы параметрически заданной кривой или поверхности описаны в /33/.
Стандарты передачи геометрической модели
Для сквозной автоматизации процесса подготовки производства, необходимо использование CAD-систем в конструкторских отделах и CAM-систем в технологических. В случае если проектирование ведется на одном предприятии, а изготовление на другом, возможны варианты использования различного программного обеспечения. При этом основной проблемой является несовместимость форматов геометрической модели систем разных фирм. Наиболее часто для решения этой проблемы проектировщик формирует весь набор технической документации в бумажном виде, а изготовитель по полученным чертежам восстанавливает электронную модель изделия. Такой подход очень трудоемкий и сводит на нет все достоинства автоматизации отдельных этапов. Решение подобных задач производится либо посредством программы-конвертора, либо посредством приведения данных к единому стандарту.
Одним из таких стандартов является IGES[4] (Initial Graphics Exchange Specification). Этот стандарт обеспечивает передачу любой геометрической информации, включая аналитические и NURBS поверхности и твердотельные модели в представлении B-Rep. В настоящее время стандарт IGES является общепризнанным и обеспечивает передачу любой геометрической информации. Его поддерживают все наиболее развитые системы автоматизированного проектирования и производства. Тем не менее для решения некоторых производственных задач передачи только геометрической информации недостаточно. Необходимо хранение всей информации об изделии в течение всего его жизненного цикла. Передача подобной информации может быть осуществлена с помощью совсем нового стандарта ISO 10303 STEP, являющегося непосредственным развитием IGES. Однако в России спрос на системы, совместимые со STEP, практически отсутствует. Геометрическая модель может быть передана также и формате STL (формат для стереолитографии). В таком представлении модель представляется как совокупность плоских треугольных граней. Однако представление модели в таком виде, несмотря на очевидную простоту, имеет серьезный недостаток связанный с большим увеличением объема памяти требуемой для хранения модели при небольшом увеличении точности.
Помимо указанных существуют корпоративные форматы хранения и передачи информации о геометрической форме изделия. К ним относятся, например, формат XT ядра Parasolid фирмы Unigraphics Solitions или формат SAT ядра ACIS фирмы SpatialTechnology. Ключевым недостатком этих форматов является их ориентированность на продвигающую их фирму, и соответственно, зависимость от нее.
Таким образом, в настоящее время наиболее приемлемым форматом для передачи геометрической информации о форме изделия из одной системы в другую является IGES.
3. Язык функционального моделирования систем IDEF0
Исследование или разработка любой сложной системы должна начинаться с функционального анализа и моделирования системы в целом и всех ее подсистем. Для этой цели разработана методология IDEF0[1], представляющая собой совокупность методов, правил и процедур, предназначенных для построения функциональной структуры сложных иерархических систем. Эта методология может использоваться как для определения требований и функций на начальных этапах проектирования АС, так и при разработке рабочих проектов систем, специфицированных с помощью IDEF0. Методология IDEF0 позволяет повысить производительность и уменьшить вероятность появления ошибок при анализе систем.
В основе IDEF0 лежат следующие концепции:
- графическое представление модели в виде иерархии блок-схем, обеспечивающее компактность информации;
- максимальная коммуникативность, т.е. доступность для понимания широким кругом специалистов;
- строгость и точность, обеспечивающие качество модели;
- пошаговые процедуры, обеспечивающие эффективные процессы разработки модели, ее просмотра и объединения;
- отделение организации от функции, т.е. исключение влияния организационной структуры объекта на его функциональную модель.
Основной принцип, заложенный в функциональное моделирование систем, состоит в их пошаговой нисходящей декомпозиции до уровня, необходимого для целей моделирования. Каждый шаг декомпозиции соответствует некоторому уровню абстрактности представления системы.
Язык спецификации функциональной модели представляет набор графических знаков, помеченных предложениями на естественном языке, и правил их применения. Функциональная модель системы - набор графических диаграмм на языке функционального моделирования (ЯФМ), описывающих систему на одном или нескольких уровнях абстрагирования. На диаграммах функции отображаются в виде блоков, а их связи - в виде стрелок. Каждая функция-блок одного уровня может быть декомпозирована в виде диаграммы из 3-6 подфункций на следующем уровне.
Основным графическим элементом ЯФМ является блок - прямоугольник, обозначающий выделенную проектировщиком функцию (рис.3.1). Каждая из четырех сторон блока имеет определенное назначение: левая - входы, правая - выходы, верхняя - управление, нижняя - механизмы. Все стрелки имеют метку, т.е. стрелочную надпись.
|
Рис.3.1 Функциональный элемент IDEF0
Внутри блока записывается его наименование, содержащее отглагольное существительное, определяющий действие, выполняемое блоком, а также существительное, определяющее предмет, на который направлено действие, и возможно дополнительная уточняющая информация. Каждый блок на диаграмме нумеруется в его нижнем правом углу в порядке от 1 до 6.
Входы представляют собой объекты (материю, энергию или информацию), которые необходимы для выполнения функции, и в результате ее выполнения преобразуются в выходы. Входы показывают все объекты, которые необходимы для выполнения функции и она не может быть выполнена без получения этих объектов.
Управление описывает условие, оказывающее влияние на выполнение функции, но само не подвергается расходованию или переработке. Каждый блок должен иметь, по крайней мере, одну управляющую стрелку.
К нижней части блока могут присоединяться стрелки механизмов, обозначающие либо человека, либо материальное, энергетическое или информационное средство, обеспечивающее выполнение функции блока. Входы и выходы показывают, что делается функцией, управление - почему это делается, а механизмы - с помощью чего делается.
Стрелка механизма, направленная вниз и называемая "вызов", указывает систему, полностью выполняющую функцию данного блока. Если существует необходимость в дальнейшей детализации блока, то последняя может быть выполнена в отдельной модели самого механизма.
Блоки соединяются с помощью стрелок, идущих от выхода одного блока к механизму, входу и (или) входу управления другого. Количество стрелок на одной стороне блока не должно превышать шести.
Ни последовательность, ни время не являются точно определенными в диаграммах IDEF0. Обратная связь (рис.3.2а), перекрытие функций по времени (рис.3.2б) изображаются стрелками.
![]()
а) б)
Рис.3.2 Сопряжения функциональных элементов IDEF0
Стрелки могут разветвляться и соединяться. Каждая из ветвей может представлять один и тот же или различные объекты одного и того же типа. Надписи на стрелках-ветвях и соединяющихся стрелках обеспечивают детализацию содержания более общих стрелок так же, как диаграммы нижнего уровня обеспечивают детализацию блоков.
Стрелки данных подобно блокам функций имеют разные уровни детализации. Верхние уровни стрелок данных имеют надписи более общего характера.
Блоки на одной диаграмме располагаются "лесенкой", что определяет доминирование верхних блоков над нижними (рис.3.3). Однако доминирование не определяет последовательность выполнения функций во времени.
Стрелки, связывающие блоки в пределах одной диаграммы, являются внутренними. Внешние стрелки, в отличие от внутренних, не имеют либо начала, либо конца на данной диаграмме.
Блок, который необходимо детализировать при построении функциональной модели, называется отцовским, а диаграмма, получаемая в результате такой декомпозиции - сыновней. Отцовский блок является частью отцовской диаграммы.
Внешняя граница сыновней диаграммы в точности совпадает с границей блока-отца. Внутренняя граница диаграммы отца представляет собой объединение всех границ блоков - сыновней, рассматриваемых как единое целое.
Для обозначения диаграмм, блоков и стрелок существует язык ссылок. Ссылка на блок образуется из порядкового номера блока на диаграмме с добавлением перед этой цифрой номера блока более высокого уровня, который детализируется данной диаграммой. Блок, обозначенный указанным номером с добавлением латинской буквы А называют узлом диаграммы (рис.3.3). Ссылка на стрелку формируется путем добавления к индексу узла кодов-обозначений стрелок: I-входная, C-управляющая, O-выходная, M-механизма (рис.3.3). Например, A0.1I2- означает вторую входную стрелку первого блока на диаграмме A0, а A1.I2 - граничную входную стрелку I1 на диаграмме A1.
Функциональные модели компьютеризированных интегрированных производств
Наиболее общая функциональная модель машиностроительного производства ("черный ящик") вместе с его непосредственным окружением представлена на рис.3.4.
Основная функция такого производства заключается в преобразовании материалов, полуфабрикатов и комплектующих в изделия с оказанием услуг по их эксплуатации.
Побочным выходом являются отходы производства. Этот материальный поток сопровождается переработкой информации. На входе - информация о состоянии рынка, проблемах эксплуатации изделий и т.п., а на выходе - коммерческая, техническая и прочая информация. Управляющие воздействия - решения руководящих органов (правительства, совета директоров, собраний акционеров и т.п.), а также цели, устанавливаемые этими органами.
Функционирование производства поддерживается материальными ресурсами и услугами, получаемыми от других предприятий машиностроения (средства технологического оснащения, автоматизации и т.п.), а также строительных, транспортных и других организаций.
Энергетические ресурсы (энергоносители, электрическая и тепловая энергия) приобретаются от предприятий топливно-энергетического комплекса (ТЭК); финансовые - от банков; трудовые - от учебных заведений и бирж труда; информационные - от издательств и других организаций.
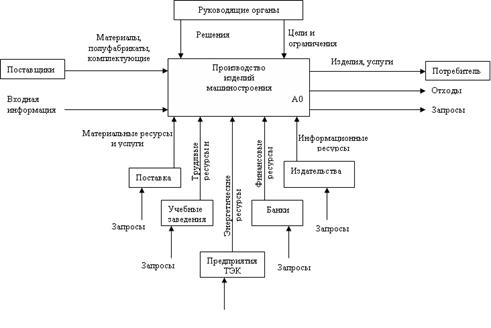
Рис.3.4 Функциональная модель машиностроительного предприятия и его непосредственное окружение
Декомпозиция этой модели представлена на рис.3.5 и включает функциональные блоки принятия решений управления; собственно управления предприятием; проектирования, изготовления и сопровождения изделий; обеспечения изготовления изделий, а также управления качеством и контроля исполнения решений.
Функциональный блок управления предприятием декомпозируется на блоки: управления материально-техническими ресурсами; управления снабжением и сбытом; планирования работ предприятия; управления кадрами и заработной платой; управления финансовыми ресурсами и производственными затратами; проведения бухгалтерского учета и анализа.
Блок проектирования, изготовления и сопровождения изделий включает функции: маркетинга; конструкторско-технологической подготовки производства; изготовления изделий и их сопровождения.
Конструкторско-технологическая подготовка производства разбивается на две группы функций: проектирования изделий и технологических процессов их изготовления, а также проектирования средств технологического оснащения (специального оборудования, приспособлений и инструментов) и технологических процессов изготовления этого оснащения. Первая группа относится к основному производству, т.е. изготовлению изделий для реализации, а вторая - ко вспомогательному производству, т.е. изготовлению изделий для собственных нужд.
Исходной информацией для проектирования основного изделия являются технические требования, а результатом - конструкторская документация и машинные информационные модели. Функция выполняется персоналом КБ основных изделий с помощью программно-технических комплексов (ПТК) автоматизированных рабочих мест (АРМ) конструкторов. Управление осуществляют автоматизированная система управления производством. Результаты конструкторского проектирования основных изделий передаются на технологическое проектирование. Необходимо отметить, что IDEF0-диаграмма не отображает временные зависимости процессов. Поэтому технологическое проектирование может начинаться на ранних стадиях конструкторского и вестись с ним параллельно.
Результатами технологического проектирования являются соответствующая документация и информационные модели, а также технические требования на отработку конструкции на технологичность и технические задания на недостающую оснастку. Управление в данном случае ведется АСУ ТПП, а обеспечивает выполнение функции персонал технологического бюро основных цехов с использованием ПТК АРМ технолога.
Функции, связанные с конструкторско-технологической подготовкой вспомогательного производства аналогичны вышеописанным.
Организационная структура машиностроительных предприятий
На рис.3.6 представлена укрупненная организационная структура машиностроительного предприятия.
![]()
Рис.3.6 Организационная структура
4. Цели производственных систем
Производственные системы, как и любые другие искусственные системы, создаются человеком для достижения определенных целей.
Экономия ресурсов
| Вид ресурса | Производитель | Потребитель |
| Время | · сокращение сроковподготовки производства · сокращение сроков изготовления и испытаний |
· сокращение затратвремени наиспользование · сокращение затрат времени на ремонт |
| Финансы | · уменьшение себестоимости подготовкипроизводства · уменьшение себестоимости изготовления, испытаний и ремонта изделий · уменьшение накладныхрасходов |
· уменьшение ценыизделия · уменьшение затрат на обслуживание и ремонт |
| Материалы | · уменьшение материалоемкости изделий · сокращение отходов |
· уменьшение количестварасходных материалов |
| Энергия | · уменьшение энергоемкости производства | · сокращение затрат на энергию и энергоносители |
| Информация | · сокращение затрат на получение, обработку, передачу и хранение производственной информации | · сокращение затрат на получение, обработку, передачу и хранение эксплуатационной информации |
| Труд | · сокращение трудозатрат на управление и подготовку производства, изготовление, испытание и ремонт изделий |
· сокращение трудозатратна эксплуатацию |
Улучшение потребительских свойств изделий:
- предоставление новых функциональных возможностей;
- комплексирование функциональных возможностей;
- улучшение эргономических качеств;
- улучшение эстетических качеств;
- повышение чувствительности, точности, стабильности, диапазона.
Цели и задачи автоматизации производственных систем
Автоматизация - это совокупность организационно-технических мероприятий, обеспечивающих замену физического и умственного труда человека, затрачиваемого на планирование, проектирование и управление.
Автоматизации всегда предшествует механизация - замена физического труда человека работой механизмов, получающих энергию от внешнего источника.
Автоматизация сегодня- это не просто копирование программой для ЭВМ действий человека по заранее известному жесткому алгоритму, но и принятие решений на основании известной системы правил и умозаключений.
Цели и задачи автоматизации
| Средство автоматизации | Цели автоматизации |
Автоматизированная система управления предприятием (АСУП) Выполняемые функции: А21-управление материально-техническими ресурсами А22-управление снабжением и сбытом А23-планирование работы предприятия А24-управление кадрами и заработной платой А25-управление производственными затратами и финансовыми ресурсами А26- проведение бухгалтерского учета и анализа |
- сокращение сроков и себестоимости подготовки производства, изготовления, испытаний и ремонта изделий - уменьшение накладных расходов - сокращение затрат на получение, обработку, передачу и хранение управленческой информации - сокращение трудозатрат науправление |
Система автоматизированного проектирования изделий (САПР-К) Выполняемые функции: А321-проектирование изделий |
- сокращение сроков и себестоимости подготовки производства, изготовления, испытаний и ремонта изделий - уменьшение материалоемкости изделий - сокращение отходов - уменьшение энергоемкости производства - сокращение трудозатрат на подготовку производства - экономия ресурсов потребителя - улучшение потребительских свойств изделий - сокращение затрат на получение, обработку, передачу и хранение проектно-конструкторской информации |
Автоматизированная система Технологической подготовки производства (АСТПП) Выполняемые функции: А322-проектирование техпроцессов изготовления изделий A323-проектирование средств технологического оснащения A324-проектирование техпроцессов изготовления средств технологического оснащения |
- сокращение сроков и себестоимости подготовки производства изготовления, испытаний иремонта изделий -сокращение отходов -уменьшение энергоемкости производства -сокращение трудозатрат на подготовку производства изготовление, испытания и ремонт изделий - экономия ресурсов потребителя - сокращение затрат на получение, обработку,передачу и хранение проектно-технологической информации |
Автоматизированная система управления качеством (АСУК) Выполняемые функции: А5 - управление качеством |
- сокращение сроков и себестоимости испытаний и ремонта изделий - экономия ресурсов потребителя - сокращение затрат на получение, обработку, передачу и хранение информации о качестве |
Автоматизированная система управления производством (АСУПр) Выполняемые функции: А331-управление изготовлением изделий и средств технологического оснащения |
- сокращение сроков и себестоимости изготовления, испытаний и ремонта изделий - уменьшение накладных расходов - сокращение затрат на получение, обработку, передачу и хранение управленческой информации - сокращение трудозатрат на управление |
Гибкая производственная система (ГПС) Выполняемые функции: А33-изготовление изделий и средств технологического оснащения |
- сокращение сроков и себестоимости изготовления, испытаний и ремонта изделий - сокращение трудозатрат на изготовление, испытание и ремонт изделий - сокращение затрат на получение, обработку, передачу и хранение производственной информации |
Основные понятия автоматизации производственных систем, области ее применения
Комплексы средств автоматизированных систем (АС), к которым относятся АСУП, САПР-К, АСТПП, АСУК, АСУПр, представляют собой совокупность различных видов обеспечения, необходимых для их функционирования.
Математическое обеспечение (МО) - это совокупность математических методов, математических моделей и алгоритмов, необходимых для функционирования АС.
Техническое обеспечение (ТО) - это совокупность взаимосвязанных и взаимодействующих технических средств, обеспечивающих функционирование АС.
Программное обеспечение (ПО) - это совокупность машинных программ, необходимых для функционирования АС.
Информационное обеспечение (ИО) - совокупность сведений, необходимых для функционирования АС. Основной частью ИО являются автоматизированные банки данных и знаний. В ИО входят нормативно-справочные данные, системы классификации и кодирования, типовые проектные решения и т.п. Банк данных состоит из баз данных (БД) и системы управления базами данных (СУБД). Базы данных и СУБД делятся на графические и неграфические. Банк знаний помимо баз данных и СУБД, включает базы знаний (БЗ) и систему управления, осуществляющую функции логического вывода.
Лингвистическое обеспечение (ЛО) - совокупность языков, предназначенных для решения прикладных задач.
Методическое обеспечение (МтО) - совокупность документов, устанавливающих состав и правила эксплуатации средств обеспечения АС. Методическое обеспечение может включать в качестве компонентов МО и ЛО.
Организационное обеспечение (ОО) - совокупность документов, устанавливающих организационную структуру, подразделений, эксплуатирующих АС, связи между подразделениями и их функции. Компонентами ОО являются методические и руководящие материалы, положения, инструкции, приказы и другие документы, обеспечивающие взаимодействие структурных подразделений.
Выше были рассмотрены назначение, цели и основные компоненты АС, обеспечивающих переработку информации. Рассмотрим основные понятия и компоненты систем материального производства.
Материальное производство складывается из технологических процессов, каждый из которых представляет собой часть производственного процесса, содержащую целенаправленные действия по изменению и (или) определению состояния предмета труда. К предметам труда относятся заготовки и изделия. Заготовка - это предмет труда, из которого изменением формы, размеров, свойств поверхности и (или) материала изготавливают деталь.
Технологические процессы делятся на следующие основные классы:
1. Формообразования
2. Размерной обработки
3. Термической обработки и покрытий
4. Сборки и сварки
5. Контроля и испытаний
6. Общего назначения
Формообразование - это изготовление заготовки или изделия из жидких, порошковых или волокнистых материалов. Изготовление заготовки или изделия из жидкого материала заполнением им полости заданных форм и размеров с последующим затвердеванием осуществляется процессами литья; из порошковых материалов - спеканием; из волокнистых - намоткой и выкладкой. Изготовление заготовок из материала в пластичном состоянии производится процессами обработки давлением, заключающимися в пластическом деформировании или разделении материала методами ковки и горячей штамповки, а из листового материала в твердом состоянии - холодной штамповки.
Размерная обработка производится, в основном, процессами резания и электрофизической обработки. Обработка резанием заключается в образовании новых поверхностей отделением поверхностных слоев материала с образованием стружки. В зависимости от способа формирования скорости резания различают два основных типа процессов резания: токарный и сверлильно-фрезерный. В случае токарной обработки скорость резания образуется вращением детали, а при сверлильно-фрезерной обработке - вращением инструмента: сверл, зенкеров, разверток, расточных блоков и метчиков для обработки гладких и резьбовых отверстий и фрез - для обработки поверхностей, не принадлежащих к числу поверхностей вращения.
К электрофизической относятся электроэрозионная, плазменная, лазерная и другие виды обработки.
Термическая обработка заключается в изменении структуры и свойств материала заготовки вследствие тепловых воздействий. Нанесение покрытий - это образование на заготовке поверхностного слоя из инородного материала.
Сборка - это образование соединений составных частей изделия, а сварка - образование неразъемных соединений.
К процессам общего назначения относятся операции транспортирования, маркирования, упаковывания и т.п.
Производственный процесс реализуется с помощью средств технологического оснащения (СТО) - совокупности орудий производства, необходимых для осуществления технологического процесса. К числу СТО относится технологическое оборудование, в котором для выполнения определенной части технологического процесса размещаются материалы или заготовки, средства воздействия на них, а также технологическая оснастка. Технологическое оборудование - это склады, литейные машины, прессы, станки, роботы, печи, испытательные стенды т.п. Технологическая оснастка - это СТО, дополняющее технологическое оборудование для выполнения определенной части технологического процесса: режущий инструмент, штампы, приспособления и т.п.
Эффективность решений, принимаемых по автоматизации зависит от типа производства.
Различают три типа производства: массовое, серийное, единичное. Критерий определения типа производства - коэффициент закрепления операций (КЗО). КЗО - это отношение количества операций, выполняемых в течение месяца, к числу рабочих мест (количество переналадок).
Единичное производство - при КЗО больше 40; мелкосерийное- 40-20 (около 80%); серийное 20-10 (повторяющиеся партии деталей); крупносерийное 10-2; массовое -1 (здесь нет переналадок ,номенклатура постоянная, составляет около 15% )
В случае массового переналаживаемого производства заранее планируются остановки на переналадку для перехода на новое изделие.
Основу технологического оборудования современного компьютеризированного производства составляют гибкие производственные системы.
Гибкая производственная система (ГПС) - это совокупность оборудования с ЧПУ (гибких производственных модулей, станков, транспорта, склада и т.д.) с управлением от ЭВМ, обладающая свойством автоматизированной переналадки при производстве изделий произвольной номенклатуры в установленных пределах значений их характеристик.
Гибкий производственный модуль (ГПМ) - многоцелевой станок, способный выполнять комплексную обработку деталей, с накопителем заготовок, магазином инструмента и автоматическим осуществлением всех функций. По принципу автоматизации загрузки и снятия заготовок ГПМ делят на две группы: со сменными приспособлениями- паллетами и с применением промышленных роботов. Первый тип ГПМ предназначен в основном для обработки корпусных деталей, а второй - для деталей типа тел вращения. Для смены инструмента применяют в обоих типах ГПМ манипуляторы или промышленные роботы, а также комплектную замену магазина инструментов.
Гибкая производственная ячейка (ГПЯ) - это совокупность нескольких ГПМ и системы обеспечения функционирования совместно с управляющими средствами вычислительной техники, осуществляющая комплекс технологических операций, способная работать автономно и в составе ГПС при изготовлении изделий в пределах подготовленного запаса заготовок и инструмента.
Гибкая автоматизированная линия (ГАЛ) - это разновидность ГПС, в которой оборудование расположено в заданной последовательности технологических операций.
Гибкий автоматизированный участок (ГАУ) - это ГПС, в которой предусмотрено изменение последовательности использования технологического оборудования.
Гибкий автоматизированный цех (ГАЦ) - это ГПС для изготовления изделий(узлов) заданной номенклатуры, включающая в себя несколько ГАУ или ГАЛ с общей транспортно-складской системой и локальной вычислительной сетью (ЛВС).
Автоматический завод (АЗ) - завод, состоящий из ГАЦ, в том числе цеха автоматической сборки и упаковки готовой продукции. Центральная ЭВМ АЗ связана ЛВС с ЭВМ нижних уровней.
Автоматизированный транспорт ГПС подразделяют на две основные группы: конвейерного типа (в том числе подвесной) и самоходные тележки (так называемые робокары). Последние разделяются на рельсовые и безрельсовые. Наибольшую гибкость транспортных потоков обеспечивают безрельсовые средства, так как они позволяют выполнять разворот на месте, слияние маршрутов, отход от маршрута на заданное расстояние для пропуска встречного транспорта, наращивание числа тележек и т.д.
Самоходные тележки выполняют с различным способом наведения на траекторию движения: индукционным, фотоэлектрическим (инфракрасное излучение), лазерным и навигационным. На борту тележки находятся аккумуляторы питания двигателей перемещения и микро-ЭВМ для управления ими.
Автоматические линии (АЛ), роторные линии (РЛ) применяются в массовом производстве.
В автоматических линиях время тратится на обработку и транспортировку. На роторных линиях обработка ведется во время транспортировки. Другими словами происходит совмещение во времени обработки и транспортировки, что дает дополнительный эффект.
Переналаживаемые автоматические линии (ПАЛ) создаются таким образом, что заранее предусматривается возможность изготовления нескольких поколений изделий. На переналадку тратится 1-2 недели. Например, меняется модель изделия линия сохраняется.
Аналогично строится ГАЛ. Разница в том, что время на переналадку меньше за счет гибкости.
Узкономенклатурная ГАЛ обеспечивает одновременный выпуск разных изделий или позаказный выпуск (переналадка занимает 1-2 часа). Отсутствует жесткий маршрут.
ГАУ - гибкий автоматизированный участок в отличие от линии нет цепочки оборудования, выстроенной по последовательности операций.
ГПЯ - малая система, объединяющая 2-3 станка.
5. Техническое обеспечение и вычислительные сети комплексно-автоматизированных машиностроительных предприятий
Основу технического обеспечения современных комплексно-автоматизированных машиностроительных предприятий составляют автоматизированные рабочие места на базе персональных компьютеров и рабочих станций, серверы и (или) центральные вычислительные машины, а также вычислительные сети. Структура технических средств во многом определяется организационной структурой предприятия. Основные подразделения, выполняющие функции автоматизированного управления предприятием и производством, сбыта и сопровождения, технической подготовки производства и управления технологическими процессами должны иметь свои центральные вычислительные средства, с помощью которых ведутся соответствующие базы данных. Рабочие места подразделений связываются с центральными вычислительными средствами этих подразделений с помощью локальных вычислительных сетей. В свою очередь центральные вычислительные средства связываются вычислительными сетями друг с другом.Примерная схема комплекса технических средств автоматизированного предприятия представлена на рис.5.1.
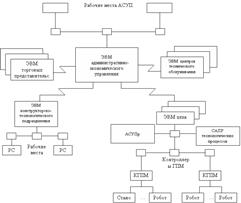
Рис.5.1 Схема комплекса технических средств автоматизированного предприятия
6. Уровни представления знаний
Любая проектируемая система состоит из элементов и связей между ними. Формально структуру системы (изделия или процесса) можно представить в виде упорядоченной пары S=<A,R>, где A есть множество элементов системы, а R- множество отношений между этими элементами. Отсюда следует, что классификация проектируемых систем может быть произведена с использованием одного из двух фундаментальных критериев различия: а) по типу элементов, образующих систему; б) по типу отношений, связывающих эти элементы в систему[2]. Классификационные критерии а) и б) можно рассматривать как ортогональные, т.е. независимые.
Примером использования критерия а) служит традиционное разделение науки и техники на дисциплины и специальности, каждая из которых занимается определенным типом элементов(табл.4).Поскольку элементы разных типов требуют разных экспериментальных средств для сбора данных, классификация по критерию а) имеет экспериментальную основу.
Критерий б) дает совершенно иную классификацию систем: класс задается определенным типом отношений, а тип элементов, на которых определены эти отношения, не фиксируется. Такая классификация связана с обработкой данных, а не с их сбором, и основа ее преимущественно теоретическая.
Самыми большими классами систем по критерию б) являются классы, описывающие различные эпистемологические уровни, т.е. уровни знания относительно рассматриваемых явлений[2].
Системная методология представляет собой совокупность методов изучения свойств различных классов систем и решения системных задач, т.е. задач, касающихся отношений в системах. Ядром системологии является классификация систем с точки зрения отношений. Главная задача системной методологии - предоставление в распоряжение потенциальных пользователей, представляющих разные дисциплины и предметные области, методов решения всех определенных типов системных задач.
Каркасом иерархической классификации систем в системологии является иерархия эпистемологических уровней систем (см. табл.6.1).
Самый нижний уровень в этой иерархии, обозначаемый как уровень 0,- это система, различаемая исследователем как система. На этом уровне система определяется через множество свойств (переменных), множество потенциальных состояний (значений) этих свойств и операционный способ описания смысла этих состояний в терминах значений соответствующих атрибутов данной системы.
Для определенных на этом уровне систем используется термин исходная система , указывающий на то, что подобная система является, по крайней мере потенциально, источником эмпирических данных. В литературе для этих систем используется также название "система без данных", обозначающее, что система этого уровня представляет простейшую стадию процесса исследования систем, не использующую данные о доступных переменных.
Иными словами на уровне 0 рассматриваются характеристики и взаимосвязи между свойствами (переменными) исследуемой (проектируемой) системы.
На более высоких эпистемологических уровнях системы отличаются друг от друга уровнем знаний относительно переменных соответствующей исходной системы. В системах более высокого уровня используются все знания систем более низких уровней и, кроме того, содержатся дополнительные знания, недоступные низшим уровням. Таким образом, исходная система содержится во всех системах более высоких уровней.
Таблица 6.1. Системологическая классификация знаний
| Традиционная классификация прикладных областей | Эпистемологическая классификация | ||||||||||
| Наука | Техника | Другие области | Эпистемологические уровни | ||||||||
|
Хи- мия |
Меха- ника |
Электро ника |
Меди- цина |
Музыка | ||||||
Уровни 4,5 МЕТАСИСТЕМЫ Отношения между определенными ниже отношениями |
|||||||||||
Уровень 3 СТРУКТУРИРОВАННЫЕ СИСТЕМЫ Отношения между определенными ниже системами |
|||||||||||
Уровень 2 ПОРОЖДАЮЩИЕ СИСТЕМЫ Модели, генерирующие определенные ниже данные |
|||||||||||
Уровень 1 СИСТЕМЫ ДАННЫХ Данные, структура которых определена ниже |
|||||||||||
Уровень 0 ИСХОДНЫЕ СИСТЕМЫ Язык определения данных |
|||||||||||
После того как исходная система дополнена данными, т.е. фактическими состояниями основных переменных при определенном наборе параметров, рассматривают новую систему (исходную систему с данными) как определенную на эпистемологическом уровне 1 [2]. Системы этого уровня называются системами данных . В зависимости от задачи данные могут быть получены из наблюдений или с помощью измерений (как в задаче моделирования систем) или определены как желательные состояния (в задаче проектирования систем).
Уровень 2 применительно к задачам автоматизации проектирования представляет собой уровень базы знаний генерации значений переменных, определяющих свойства изделий и технологических процессов. На этом уровне задаются инвариантные параметрам функциональные связи основных переменных, в число которых входят переменные, определяемые соответствующей исходной системой и, возможно, некоторые дополнительные. Каждое правило преобразования базы знаний на этом уровне обычно представляет собой однозначную функцию, присваивающую каждому элементу множества переменных, рассматриваемых в этом правиле в качестве выходного, единственное значение из множества допустимых.
Поскольку задачей генерации свойств является реализация процесса, при котором состояния основных переменных могут порождаться по множеству параметров при любых начальных или граничных условиях, системы уровня 2 называются порождающими системами (generative system).
Применительно к конструированию на уровне 2 располагаются базы знаний, связанные с расчетом конструкций.
Применительно к проектированию технологических процессов на уровне 2 располагаются базы знаний по выбору заготовок, формированию набора операций и переходов, расчету режимов обработки, расчету норм времени и т.п.
На эпистемологическом уровне 3 системы, определенные как порождающие системы (или иногда системы более низкого уровня), называются подсистемами общей системы. Эти подсистемы могут соединяться в том смысле, что они могут иметь некоторые общие переменные. Системы этого уровня называются структурированными системами (structured system). Применительно к задачам автоматизации проектирования это - уровень структурного синтеза.
На эпистемологических уровнях 4 и выше системы состоят из набора систем, определенных на более низком уровне, и некоторой инвариантной параметрам метахарактеристики (правила, отношения, процедуры), описывающей изменения в системах более низкого уровня. Требуется, чтобы системы более низкого уровня имели одну и ту же исходную систему и были определены на уровне 1, 2 или 3. Это - уровни, необходимые для формирования концептуальных И/ИЛИ графов.
Рассмотренная классификация эпистемологических уровней тесно связана с основными научными дисциплинами информатики: математической лингвистикой, теорией баз данных, теорией искусственного интеллекта, вычислительной геометрией и машинной графикой.
Язык представления инженерных знаний
Под базой знаний (БЗ) понимают набор взаимосвязанных правил принятия решений специального типа, обеспечивающих получение новых данных на основе анализа имеющихся данных.
Элементарная порождающая система в САПР представляет собой обобщенный функциональный блок. Наиболее удачным и широко распространенным представлением функциональных блоков является стандарт IDEF0. В этом стандарте функциональный блок имеет конструкцию, приведенную на рис.6.1.
![]()
Рис. 6.1. Функциональный блок IDEF0
В продукционных системах искусственного интеллекта элементом представления знаний является правило-продукция. Такое правило содержит предусловие, определяющее применимость его при конкретном состоянии переменных базы данных (если <условие>, то <действие>).
Приведенные выше теоретические схемы необходимо представить в форме, удобной для их определения человеком при вводе знаний в компьютер. Наиболее простой формой является таблица рис. 6.2.
Такая таблица содержит все элементы функционального блока, представленного на рис.6.1. Наименования параметров должны выбираться из словаря системы, также как и их имена ¾ идентификаторы, необходимые для написания формул. Условие представляет собой ограничения, накладываемые на входные и управляющие параметры и определяющие область определения функции, реализуемой модулем.
Модуль: < Имя>
Наименование: <Описание функции>
| Наименование параметра | Имя | Значение |
1. 2. Вход (I ) и управление (C ) 3. |
Условие (C ) |
|
| 4. Выход (O ) | Адрес | Механизм (M ) |
Рис. 6.2. Внешнее представление модуля инженерных знаний
На рис.6.2 дано внешнее представление модуля инженерных знаний, реализующих элементарные порождающие системы [4]. В верхней части первой таблицы блока записано условие его применения pi (xi ) в совокупности с аргументами Xi , а в нижней ¾ набор значений функции Yi .
Сама функция Rk содержится в нижней части первой таблицы или во второй таблице модуля. На рис.6.3¾ рис.6.13 приведены внешние представления различных типов модулей инженерных знаний.
Неструктурированная совокупность модулей инженерных знаний в определенной прикладной области представляет собой базу знаний этой области.
Наименования и имена входных, управляющих и выходных переменных МИЗ должны выбираться из словаря базы знаний (Табл.6.2).
Таблица 6.2Словарь
| Наименование | Имя | Тип |
Диаметр оси стандартный, мм Длина оси стандартная, мм Ширина фаски, мм Диаметр буртика, мм Ширина буртика, мм Радиус галтели, мм Радиус скругления буртика, мм Марка материала Изгибающий момент, Н*мм Допустимое напряжение изгиба, МПа Диаметр оси исходный, мм Длина оси исходная, мм Тип оси Номер детали Диаметр оси расчетный, мм |
d L c D H r1 r2 Марка Mi Ti dо Lo ТО Ном dr |
R R R R R R R S R R R R S I R |
Словарь представляет собой аналог списка терминов и обозначений, который часто помещается в начале инженерной книги.
От такого списка он отличается наличием графы, определяющей тип данных. Используются данные трех типов: действительные числа (R), целые числа (I) и перечисляемые символьные переменные (S).
Для каждой переменной последнего типа должен быть составлен список допустимых значений.
Например, переменная «Тип оси» в словаре (табл.6.2) может принимать два значения:
ось гладкая
ось с буртиком
Механизмы модулей инженерных знаний (МИЗ) должны обеспечивать реализацию всех функций, которые используются при написании инженерных книг.
Простейшая функция ¾ это присваивание значений выходным переменным (рис.6.3).
При задании ограничений числовых переменных используются круглые и квадратные скобки, между которыми через запятую записываются два числа: допустимые наименьшее и наибольшее.
При использовании круглых скобок крайние значения исключаются из числа допустимых, а квадратных ¾ включаются.
При задании неограниченных диапазонов одно из крайних значений отсутствует. Например, диапазон всех положительных чисел задается такой записью (0,).
С точки зрения структуры IDEF0 приведенный на рис.6.3 МИЗ имеет две управляющие и одну выходную переменные.
Механизмы модулей срабатывают, когда становятся известными значения входных и управляющих переменных и они удовлетворяют заданным ограничениям.
Если рассматривать этот МИЗ как правило-продукцию, то он эквивалентен следующему предложению: «если диаметр оси исходный больше 0 и меньше или равен 30 мм и марка материала ¾ сталь 45 улучшенная, то допустимое напряжение изгиба равно 0.85 МПа».
Модуль: M2
Разработчик: Евгенев Г. Б.
Наименование: Определение допустимого напряжения
Источник информации: Анурьев В.И. Справочник конструктора, т.2, табл.8, стр.21
| Наименование | Имя | Ограничение |
Диаметр оси исходный, мм Марка материала |
do Марка |
(0, 30] 45 улучшенная |
Допустимое напряжение изгиба, МПа |
Ti | 0.85 |
Рис. 6.3 . Внешнее представление модуля – присваивания
В инженерных книгах функциональные зависимости часто представляются в виде формул.
Внешнее представление модуля – формулы приведено на рис.6.4. Здесь управляющей переменной является тип оси, который может принимать значение «ось гладкая» или «ось с буртиком».
Входными переменными являются изгибающий момент и допустимое напряжение изгиба, значения которых используются при расчете выходной переменной ¾ диаметра оси расчетного, который равен корню кубическому из величины изгибающего момента, деленного на десятую долю допустимого напряжения изгиба.
Модуль: M1
Разработчик: Евгенев Г. Б.
Наименование: Расчет диаметра оси
Источник информации: Анурьев В.И. Справочник конструктора, т.2, стр.9
| Наименование | Имя | Ограничение |
Тип оси Изгибающий момент, Нмм Допустимое напряжение изгиба, МПа |
TO Mi Ti |
ось гладкая, ось с буртиком (0.,95000) [0.6,0.95] |
| Диаметр оси расчетный, мм | dr | (Mi/(0.1*Ti))^(1/3) |
Рис. 6.4. Внешнее представление модуля – формулы
Имеется возможность с помощью одного МИЗ присваивать значения переменным и производить вычисления по набору взаимосвязанных формул (рис.6.5). При этом предшествующие выходные переменные могут использоваться для определения последующих выходных переменных.
Модуль: V13
Разработчик: Евгенев Г. Б.
Наименование: Расчет номинальной величины деформации
Источник информации: Шувалов С. А. Методические указания по расчету волновых зубчатых передач на ЭВМ. Изд. МГТУ им. Н.Э. Баумана, 1987
| Наименование | Имя | Ограничение |
Тип редуктора Передаточное отношение заданное Число зубьев гибк. колеса предвар. |
TипРед uz zf |
волновой одновенцовый (0,) |
| Коэф. увеличения вращ. момента при пуске | K1 | 1.9 |
Номинальная вел. радиальной деформации |
NWo | 0.84+0.001*uz+1.6*10^(-3) *K1*uz^(1/2)+0.15*10^(-3) *K1*uz |
| Глубина захода зубьев допуст., мм | hd | 4*NWo-(4.6-4*NWo)*zf/10^3-2.45 |
Рис. 6.5. Внешнее представление комбинированного модуля
С помощью МИЗ типа формул можно формировать текстовые переменные, например, обозначения изделий, тексты содержания технологических операций и переходов и т.д.
На рис.6.6 приведен пример формирования содержания перехода механической обработки в соответствии с ЕСТД.
При значениях входных переменных Per=”Точить”, ElObr=”канавку”, NoEl=1, DinPer2=”кольц.”, DinPer4=”окончательно” содержание перехода будет иметь такой вид: ”Точить кольц. канавку 1 окончательно”. Функция STR обеспечивает перевод данных из числовой формы в строковую.
Модуль: TKP3
Разработчик: Евгенев Г. Б.
Наименование: Формирование содержания
| Наименование | Имя | Ограничение |
Переход обработки резанием Элемент обрабатываемый Номер элемента Дополнит. информация перехода 2 Дополнит. информация перехода 4 Количество элементов |
Per ElObr NoEl DinPer2 DinPer4 KolEl |
[1,) |
Номер элемента строковый Содержание перехода |
NoElStr SodPer |
STR(NoEl:0) Per+” “+ DinPer2+” “+ ElObr+” “+ NoElStr+” “+ DinPer4 |
Рис. 6.6. Внешнее представление модуля – формулы формирования текстовой переменной
Функциональные зависимости в инженерных книгах часто имеют табличную форму представления. Для ввода таких зависимостей в базы знаний используются модули знаний с механизмами в виде таблиц.
Модуль: M5
Разработчик: Евгенев Г. Б.
Наименование: Назначение стандартной длины
Источник информации: Анурьев В.И. Справочник конструктора, т.2, стр.8
| Наименование | Имя | Ограничение |
Диаметр оси стандартный, мм Длина оси исходная, мм |
d Lo |
(0, 22] (25, 30] |
| Длина оси стандартная, мм | L | Таблица: TABL1 |
Длина оси |
Диаметр оси стандартный, мм | |||||||
| исходная, мм | 5 | 6 | 8 | 10 | 12 | 16,18 | 20 | 22 |
| (25, 28] | 28 | 28 | 28 | 28 | 28 | 28 | ||
| (28, 30] | 30 | 30 | 30 | 30 | 30 | 30 | 30 | |
Пример такого модуля для присвоения численных значений приведен на рис.6.7. Прилагаемая к модулю таблица может иметь шапку и боковик. На Рис. шапка содержит значения стандартных диаметров осей, а боковик ¾ диапазоны исходных длин осей. На основе этих двух входов таблица позволяет определить значения выходной переменной ¾ стандартной длины оси. Таблица может быть недоопределенной, т.е. содержать пустые клетки, как это имеет место на рис.6.7. При значениях входных переменных, соответствующих этим клеткам модуль не даст решения. В таком случае проектировщик должен будет изменить входные данные, например исходную длину оси.
Модуль: DVKV
Разработчик: Евгенев Г. Б.
Наименование: Расчет диаметра впускного канала конического углового
Источник информации: Пантелеев А.П. и др. Справочник по проектированию оснастки для переработки пластмасс. М.: Машиностроение, 1986, с.86, табл.28
| Наименование | Имя | Ограничение |
| Метод формования | литье под давлением | |
Форма впускного канала Характеристический размер изделия, мм |
Hizd |
коническая угловая (0,) |
| Диаметр впускного канала расчетный, мм | Dvpr | Таблица: TABL2 |
| Характеристический | |
| размер изделия, мм | |
| (0, 0.6] | 0.5 |
| (0.6, 2.4] | 0.85*Hizd |
| (2.4,) | 2.0 |
Рис. 6.8. Внешнее представление модуля с одновходовой таблицей
Таблицы могут содержать не только числовые, но и символьные константы, а также формулы. На рис.6.8 приведен пример МИЗ с одновходовой таблицей, содержащей как константы, так и формулу. Таблицы могут давать как однозначное, так и многозначное решение. МИЗ с неоднозначной таблицей для структурного синтеза водометного движителя приведен на рис.6.9.
Модуль: VМ33
Разработчик: Евгенев Г. Б.
Наименование: Назначение типа узла соединения энергии с РТ
Источник информации: Папир А.И. Водометные движители малых судов. Л, “Судостроение”, 1970, стр.92.
| Наименование переменной | Имя | Значение |
Вид изделия Коэффициент быстроходности насоса |
ns |
водометный движитель с гребным винтом (0, ) |
| Тип узла соединения энергии с РТ | Таблица: TABL3 |
| Коэффициент быстроходности насоса | Вид изделия |
| водометный движитель с гребным винтом | |
| (0, 500) | двухступенчатый |
| [400, ) | одноступенчатый |
Рис. 6.9. Внешнее представление модуля с многозначной таблицей
При коэффициенте быстроходности насоса от 400 до 500 могут быть использованы как одноступенчатые, так и двухступенчатые узлы соединения энергии с рабочим телом (водой).
Вне этого диапазона МИЗ выдает однозначное решение автоматически. Внутри диапазона выдается запрос проектировщику для окончательного решения в виде перечисления допустимых вариантов. Проектировщик должен выбрать один из них.
Модуль:OTV01
Разработчик: Евгенев Г.Б.
Наименование: Проектирование маршрута обработки отверстия
Источник информации: Общемашиностроительные нормативы времени и режимов резания. Часть II.-М.:Экономика. 1990.- с.121-127,Карты 44,45
| Наименование | Имя | Ограничение |
Элемент формы Тип размера 1 Размер 1, мм Квалитет размера 1 Шероховатость Ra поверхности 1 ЭФО, мкм Размер заготовки, мм Тип инструмента Номер предыдущего типового перехода |
RAZM1 | отв. цил. сквозное, отв. цил. глухое (дно произв.) диам. внут.(d) (0,) [7,) [0.6,) 0 стержневой |
Номер типового перехода Обрабатываемый размер (расчетный), мм Признак окончания |
FinCalc | Таблица: TABL20T |
| Номер | Квалитет размера 1 | |||
| предыдущего | [13, ) | . . . | [7, 8) | |
| Размер | типового | Шероховатость Ra поверхности 1 ЭФО, мкм | ||
| 1, мм | перехода | [12.5, ) | . . . | [0.6,1.25) |
| [3, 6) | 0 | 1,RAZM1,1 | . . . | 1,RAZM1-0.54,0 |
| 1 | . . . | 9,RAZM1-0.18,0 | ||
| 9 | . . . | 11,RAZM1,1 | ||
| [30,50) | 0 | 2, 25, 0 | . . . | 2, 25, 0 |
| 2 | 25,RAZM1,1 | . . . | 25,RAZM1-2.88,0 | |
| 25 | . . . | 5,RAZM1-1.30,0 | ||
| 5 | . . . | 6,RAZM1-0.34,0 | ||
| 6 | . . . | 11,RAZM1-0.14,0 | ||
| 11 | . . . | 12,RAZM1,1 | ||
Рис. 6.10. Модуль синтеза единичного технологического процесса
На рис.6.10 приведен фрагмент четырехвходовой таблицы с двухъярусными шапкой и боковиком. В шапке входными переменными являются квалитет размера 1 и шероховатость Ra поверхности 1 ЭФО, а в боковике ¾ размер 1 и номер предыдущего типового перехода. В соответствии с набором выходных переменных в каждой ячейке таблицы одновременно определяются три переменные: номер типового перехода, величина обрабатываемого размера с учетом припусков и признак окончания процесса проектирования. При построении многоярусных шапок и боковиков каждый вложенный элемент разделяет старший на целое число частей. Например, ячейка с размером 1 в диапазоне от 3 до 6 разделена в столбце с номерами переходов на четыре части, а в диапазоне от 30 до 50 ¾ на семь частей. Информацию о свойствах материалов, параметры стандартных и покупных изделий, а также производственных ресурсов (свойствах станков, приспособлений, инструментов и т.п.) часто хранят в базах данных. В процессе проектирования необходимо выбирать информацию из таблиц баз данных. Для этих целей используются МИЗ выбора (селекции) из баз данных. Пример модуля выбора из базы данных приведен на рис.6.11. В этом модуле тип оси представляет собой управляющую переменную. Она необходима для выбора из базы данных значений только тех переменных, которые определяют деталь данного типа ¾ оси гладкой.
Модуль: M3
Разработчик: Евгенев Г. Б.
Наименование: Назначение стандартных размеров оси гладкой
Источник информации: Анурьев В.И. Справочник конструктора, т.2, стр.7
| Наименование | Имя | Ограничение |
Тип оси Диаметр оси расчетный, мм |
TO dr |
ось гладкая (0, 50] |
Диаметр оси стандартный, мм Ширина фаски, мм |
d c |
База: STND Таблица: Оси Where “ d ”>=dr |
Рис. 6.11. Внешнее представление модуля - выбора из базы данных
Таблица 6.3 Оси
| d | D | H | r1 | r2 | c |
| 5. | 8. | 1.5 | 0.4 | 0.6 | 0.6 |
| 6. | 10. | 2. | 0.4 | 0.6 | 0.6 |
| 8. | 12. | 2. | 0.4 | 0.6 | 0.6 |
| 10. | 14. | 2.5 | 0.6 | 0.6 | 1. |
| 12. | 16. | 2.5 | 0.6 | 0.6 | 1. |
| 14. | 18. | 3. | 0.6 | 0.6 | 1.6 |
| 16. | 20. | 3. | 0.6 | 0.6 | 1.6 |
| 18. | 22. | 3. | 1. | 0.6 | 1.6 |
| 20. | 25. | 4. | 1. | 1. | 1.6 |
| 22. | 28. | 4. | 1. | 1. | 1.6 |
| 24. | 30. | 4. | 1. | 1. | 1.6 |
| 25. | 32. | 5. | 1. | 1. | 1.6 |
| 28. | 36. | 5. | 1. | 1. | 1.6 |
| 30. | 38. | 5. | 1. | 1. | 1.6 |
| 32. | 40. | 6. | 1. | 1.6 | 2.5 |
| 36. | 45. | 6. | 1.6 | 1.6 | 2.5 |
| 40. | 50. | 6. | 1.6 | 1.6 | 2.5 |
| 45. | 55. | 7. | 1.6 | 2.5 | 2.5 |
| 50. | 60. | 7. | 1.6 | 2.5 | 2.5 |
Диаметр оси расчетный является входной переменной, которая используется в условии отбора информации из базы данных, записанном в правом нижнем прямоугольнике таблицы. Помимо условия отбора там занесены имена базы данных и таблицы. Вся эта информация генерируется автоматизированным путем при создании МИЗ. При этом также указывается количество отбираемых из базы данных записей: одна или все, соответствующие условию. В первом случае процесс проектирования идет автоматически, а во втором ¾ отобранная информация выводится на экран и инженер производит окончательный выбор решения. При генерации МИЗ работающих с базами данных автоматизированным путем устанавливается соответствие имен полей таблицы из базы данных с именами переменных модуля. Это позволяет использовать имеющиеся базы данных в формате DBF.
Модуль: MR1
Разработчик: Евгенев Г. Б.
Наименование: Запись результатов проектирование мотор – редуктора
| Наименование | Имя | Ограничение |
Момент крутящий на вых. валу, Нм Частота вращения на выходе, об/мин Расположение входной и выходной осей Марка электродвигателя Диаметр фланца габаритный, мм Диаметр центров отверстий фланца, мм Диаметр отверстий фланца, мм Тип редуктора Передаточное отношение заданное |
Mt nt РаспОс МарЭд Dfg Dcof Dof ТипРед uz |
|
База: MRbase Таблица: MR Insert |
Рис. 6.12. Модуль записи результатов метода в базу данных
Содержание таблицы со стандартными размерами осей гладких и с буртиком приведено в Таблица . Если, например, диаметр оси расчетный dr=18.576 мм, то при единичном отборе в результате выполнения МИЗ будут получены значения d=20, c=1.6.
Помимо выбора из информации из баз данных имеются модули записи результатов проектирования в базы данных.
Пример такого модуля представлен на Рис.. Генерация подобных МИЗ осуществляется автоматизированным методом, аналогичным описанному выше, за исключением формирования условия отбора данных.
Модуль: M8
Разработчик: Евгенев Г. Б.
Наименование: формирование чертежа
Источник информации: Анурьев В.И. Справочник конструктора, т.2, стр.7
| Наименование | Имя | Ограничение |
Тип оси Диаметр оси стандартный, мм Длина оси стандартная, мм Ширина фаски, мм |
TO d L c |
ось гладкая (0 , 50] |
| Чертеж детали | AXLE | AXLES.prt |
Рис. 6.13. Внешнее представление модуля - процедуры геометрической
(Ограничение - имя программы AXLES. prt; Имя - наименование сегмента графической базы)
Геометрические и сложные математические вычисления не могут быть представлены в форме МИЗ. Для использования математических знаний введены модули с механизмами в виде программных модулей. Пример такого модуля приведен на рис.6.13. Этот МИЗ предназначен для генерации чертежа спроектированной детали. Аналогичным образом могут генерироваться поверхностные и твердотельные модели изделий, а также обращение к программным средствам, созданным вне среды СПРУТ.
Понятие агента и мультиагентной системы проектирования
В настоящее время в области искусственного интеллекта (ИИ) происходят революционные преобразования. Источниками этих преобразований служат: 1) распределенный искусственный интеллект (РИИ) и 2) активный объектно-ориентированный подход (АООП). Центральной идеей РИИ является кооперативное взаимодействие распределенных интеллектуальных систем. Эти преобразования аналогичны и часто взаимосвязаны с теми, которые произошли в области баз данных с появлением сетевых технологий. Они базируются на классических основах ИИ с добавлением новых идей в части распределения данных и знаний, децентрализованного управления и распределенной обработки. Эти новые подходы иногда обозначают термином распределенные проблемно-ориентированные решающие сети.
Причиной возникновения этих новых направлений являются большие трудности, с которыми связано создание сложных проблемно-ориентированных систем. Новый подход основан на рассмотрении таких систем как совокупности автономных модулей более или менее свободно взаимодействующих друг с другом в процессе решения проблемы, которое направляется системными ограничениями. Эти системные ограничения определяют поведение автономных модулей, которое может быть охарактеризовано как кооперативное, направленное на решение поставленной задачи.
Системы РИИ обладают не просто суммой свойств своих компонентов ¾ агентов, но представляют собой целое, которое больше чем сумма своих частей.
Подобластью РИИ являются мультиагентные системы (МАС). Агент представляет собой дальнейшее развитие понятия объект. Объект ¾ это абстракция множества сущностей реального мира (экземпляров) или виртуальных сущностей, имеющих одни и те же свойства и правила поведения. Агент ¾ объект, возникающий в среде, где он может выполнять определенные действия, который способен к восприятию части своей среды, может общаться с другими агентами и обладает автономным поведением, являющимся следствием его наблюдений, знаний и взаимодействий с другими агентами [1].
Как следует из приведенных определений понятие объект не связано с наличием среды, которая играет существенную роль в определении агента. Объект, в принципе, не требует существования себе подобных, а агент не может быть один. Таким образом, агент ¾ это подкласс объектов, обладающий всеми их свойствами, но имеющий также дополнительные качества.
С прагматической точки зрения агент ¾ это система, обеспечивающая решение определенной задачи и действующая во взаимосвязи с сетью других агентов для решения комплексной проблемы, которое не может быть получено отдельными агентами [2]. Агенты в мультиагентной сети гетерогенны, то есть принадлежат разным классам.
С точки зрения объектно-ориентированного подхода (ООП) объект представляет собой комплекс из набора данных и процедур (функций) в совокупности с интерфейсом, способным получать и посылать сообщения. Объекты объединяются в классы, которые могут рассматриваться как шаблоны для данных и процедур, свойственных всем элементам класса. Имеется механизм наследования свойств класса его элементами. Можно считать [3], что сила ООП не столько в введении идеи объекта, сколько в концепции класса. В этой связи ООП может рассматриваться как новая парадигма проектирования и генерации систем. В то же время взаимодействие между объектами через обмен сообщениями несущественно для ООП. Поскольку объекты создаются из классов, которые взаимосвязаны родовидовой иерархией, то в этой иерархии имеется взаимосвязь объектов. Однако вне этой иерархии взаимодействия не определяются.
В ООП различают пассивные и активные объекты. Последние иногда именуют субъектами. Они постоянно готовы к приему сообщений и заняты их обработкой на основе знаний, которыми они обладают. Активные объекты часто называют агентами. Однако понятие агент не сводится к активному объекту. Мультиагентные системы являются, как правило, существенно распределенными: пространственно - распределенными и/или функционально - распределенными .
Мультиагентные системы обладают по сравнению с централизованными следующими преимуществами [3]:
* сокращением сроков решения проблем за счет параллелизма,
* уменьшением объема передаваемых данных за счет передачи другим агентам высокоуровневых частичных решений,
* гибкостью за счет использования агентов различной мощности, обеспечивающих совместное динамическое решение проблемы,
* надежностью за счет передачи решающих функций от одних агентов, которые не в состоянии решить поставленной задачи, ¾ другим.
Имеются следующие аспекты анализа каждого агента:
МАС может состоять из чисто искусственных агентов (программных модулей) или включать также человека. В первом случае мы имеем машинную, а во втором человеко-машинную систему. Возможно наличие суперагентов , образованных из набора искусственных агентов и действующих в качестве их представителя. Такой суперагент ведет себя как обычный агент с точки зрения других агентов как искусственных, так и человека.
С теоретической точки зрения агент должен обладать различными свойствами, обеспечивающими его автономию: способностью восприятия и интерпретации поступающих данных, способностями принимать и исполнять решения .
Архитектура агента вытекает из приведенных выше определений. Агент ¾ это объект, а каждый объект обладает свойствами и правилами поведения.
Объектпредставляет собой основную категорию, используемую для описания прикладной области (ПО) в форме моделей данных. При концептуальном (понятийном) моделировании ПО используется эквивалентная объекту категория понятия. [5]. Понятие ¾ это основная единица любой интеллектуальной деятельности, базовая конструкция представления знаний. Понятия именуются с помощью слов или словосочетаний естественного языка, которые играют роль знаков или имен. Знак ¾ это заменитель некоторого предмета, явления или события, используемый для накопления, хранения, переработки и передачи информации[5].
Основными характеристиками понятия являются объем и содержание. Объем понятия ¾ это множество (класс) всех объектов, обладающих существенными признаками понятия. Содержание понятия ¾ совокупность всех существенных признаков (свойств) данного понятия, которые позволяют однозначно идентифицировать рассматриваемое понятие среди множества других понятий.
Каждому понятию, используемому для концептуального моделирования, приписывается некоторое уникальное имя или знак. С другой стороны каждый конкретный объект, входящий в объем понятия также должен иметь уникальное имя или знак.
Объекты, составляющие объем понятия, различаются с помощью значений признаков (свойств). В концептуальном моделировании признаки понятий делят на следующие три типа: дифференциальные, характеристические и валентные[5]. Дифференциальные признаки используются в качестве характеристики содержания понятия. Они соответствуют характеристикам объекта, которые представлены описательными атрибутами. Характеристические ¾ это признаки, которые позволяют отличить объекты, относящиеся к объему одного и того же понятия. Они соответствуют идентификатору и указывающим атрибутам объекта. Валентные признаки обеспечивают связь между различными понятиями и соответствуют структурным переменным объекта, описываемым вспомогательными атрибутами.
![]()
Рис.6.14. Архитектура агента
Совокупность имен дифференциальных, характеристических и валентных признаков составляют схему понятия (объекта), обозначаемую как shm P . Таким образом, схему понятия P можно представить в виде тройки [5]
shm P = <B, C, D>, (1)
где B={Bj }, j=1,..., q - множество имен характеристических признаков; C={Ck}, k=1,..., m - множество валентных признаков; D={Dl}, l=1,..., n - множество дифференциальных признаков. При этом B соответствует множеству ключей реляционного отношения, описывающего объект, а множество неключевых атрибутов A=C ÈD .
Тогда каждый объект e, принадлежащий объему понятия P , может быть представлен в виде множества пар имя - значение признака
e = {(Bj , bj ), (Ck , ck ), (Dl , dl )}
Каждое понятие имеет свой концепт. Концепт простого понятия определяется его схемой. Концепт является носителем семантики понятия и представляет то знание, которое выражается данным понятием при концептуальном моделировании ПО.
Каждый агент соответствует некоторому понятию P и обладает схемой shm P . В число характеристических признаков агента ходят указывающий атрибут, определяющий уникальное имя агента, и идентификатор, задающий уникальное имя каждого конкретного агента, входящего в объем понятия (рис.6.14).
С другой стороны агент представляет собой особую категорию объектов, которое осуществляет преобразование среды. Эта категория носит название объект-функция . Неключевые атрибуты A объект-функций делятся на два класса: входные A i и выходные A o (рис.6.14).
Преобразование входных атрибутов в выходные осуществляется методом агента M , который определяет его поведение.
Таким образом, архитектура агента A g определяется парой
A g = < shm P, M > (2)
Метод агента может быть реализован с помощью традиционных технологий процедурного типа с использованием алгоритмических языков. В таком случае агент не может быть отнесен к числу интеллектуальных.
Наиболее прогрессивной технологией реализации метода является использование баз знаний продукционного типа. В этом случае метод представляет собой систему, состоящую из множества продукционных правил R , связанных в семантическую сеть N , которая определяет структуру метода.
M = < R , N > (3)
Определение выходных атрибутов агента при его функционировании осуществляется посредством логического вывода на этой сети.
Метод агента, функционирующего в решающей сети, состоит из трех подфункций [5]: восприятия, решения и трансформирования (рис.12). Подфункция восприятия
Per : E ®A i
обеспечивает отбор информации из среды и присвоение значений входным атрибутам. Подфункция решения
Dec : Ai ®A o
определяет значения выходных переменных по значениям входных. Подфункция трансформирования
Tran : Ao ®E'
изменяет состояние среды (рис.6.14).
![]()
Рис. 13. Принципиальная схема мультиагентной системы
Из рассмотренных выше агентов строятся коллективные формирования ¾ мультиагентные системы. МАС как и любая система может быть представлена следующей шестеркой:
МАС = {Ind, Prp, Atr, Inp, Out, Str}
Здесь Ind¾ наименование системы; Prp¾ цели системы; Atr¾ общесистемные характеристики; Inp¾ вход системы; Out¾ выход системы; Str¾ структура системы. Str = {E, R}, где E¾ компонент системы, а R¾ связи компонентов.
Онтология инженерных знаний
В последнее время в области работ по искусственному интеллекту (ИИ), включая интеллектуализацию информационного поиска и создание мультиагентных систем, возрастающее внимание привлекают исследования онтологий и онтологических систем. Термин онтология происходит от древнегреческих слов онтос – сущее и логос – учение.
Первоначально термин онтология был введен в философскую литературу для обозначения учения о бытии, о сущем в отличие от гносеологии – учении о познании. Предметом онтологии являлось изучение абстрактных философских понятий, таких как бытие, субстанция, причина, действие, явление и т.п. В философском плане онтология представляет систему категорий, являющихся следствием определенного взгляда на мир [1].
С точки зрения проблем, связанных с ИИ, онтология – это эксплицитная (явная) спецификация концептуализации знаний [1]. Формально онтология состоит из иерархии понятий, их определений и атрибутов, а также связанных с ними аксиом и правил вывода.
Под формальной моделью онтологии O понимают упорядоченную тройку вида
O = <C , R , F >,
где C – конечное множество концептов (понятий) предметной области, которую представляет онтология O ; R – конечное множество отношений между концептами (понятиями) заданной предметной области (ПрО); F – конечное множество функций интерпретации (аксиоматизация), заданных на концептах и/или отношениях онтологииO [1].
Естественными ограничениями, накладываемыми на множество C , являются конечность и непустота. Что касается множеств R и F , то они могут быть пустыми, что соответствует частным видам онтологии, классификация которых приведена в табл.1.
Онтология первого класса при R =Æ и F =Æ (табл.1) трансформируется в простой словарь. Онтологии - словари полезны для спецификации, пополнения и поддержки словарей ПрО. Такие словари не вводят явно смысла терминов. В области технических знаний, в которых смыслы понятий хорошо согласованы и во многом стандартизованы, такие онтологии применяются на практике. Другими примерами таких онтологий являются индексы машин поиска информации в сети Интернет [1].
Таблица 1 Классификация моделей онтологии инженерных знаний
| Класс | Компоненты модели | Формальное определение модели | Пояснение | |
| R | F | |||
| 1 | R=Æ | F =Æ | O =<C ,{},{}> | Словарь понятий |
| 2 | R =Æ | F ¹ Æ | O =<C1 È C2 ,{}, F > | Пассивный словарь |
| 3 | R ={is a } | F =Æ | O =<C ,{is a },{}> | Таксономия понятий |
| 4 | R ={part of } | F =Æ | O =<C ,{part of },{}> | Мерономия понятий |
| 5 | R ={is a , part of } | F =Æ | O =<C ,{is a , part of },{}> | Метасистема понятий |
В более общих случаях необходимо явно определять смысл терминов словаря с помощью соответствующей аксиоматизации F , целью применения которой является исключение нежелательных моделей и единство интерпретации для всех пользователей.
Онтология второго класса соответствует непустому множеству функций интерпретации, т.е. наличию аксиоматизации. В этом случае каждому понятию из C может быть поставлена в соответствие функция интерпретации f из F . Формально такие функции вводятся следующим образом[1].
Пусть C =C 1 È C 2 , где C 1 – множество интерпретируемых понятий, а C 2 – множество интерпретирующих терминов. Тогда
$ (y ÎC 1 ; x 1 , x 2 ,¼, xk ÎC 2 )
такие, что
y = f ( x 1 , x 2 ,¼, xk ) ,
где f ÎF .
Введение в рассмотрение функции k аргументов призвано обеспечить более полную интерпретацию, Вид отображения f ÎF определяет выразительную мощность и практическую полезность этого вида онтологии
Если считать, что функция интерпретации f задается оператором присваивания (C 1 := C 2 ), то онтология трансформируется в пассивный словарь Vp [1].
O = Vp = <C 1 È C 2 ,{}, {:=} >.
Такой словарь пассивен, так как формируется с помощью декларативной функции присваивания, не содержащей каких-либо процедур преобразований. Примеры функций интерпретации приведены в табл.2.
Таблица 2 Примеры функций интерпретации
| F | y Î C1 | x 1 , x 2 ,¼, xk Î C1 |
| f 1 | Изделие | Предмет или набор предметов, подлежащих изготовлению на предприятии |
| f 2 | Комплекс | Два или более специфицированных изделия, не соединенных на предприятии-изготовителе сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций |
| f 3 | Комплект | Два или более специфицированных изделия, не соединенных на предприятии-изготовителе сборочными операциями и представляющих собой набор изделий, имеющих общее эксплуатационное назначение вспомогательного характера |
| f 4 | Сборочная единица | Изделие, составные части которого подлежат соединению между собой на предприятии-изготовителе сборочными операциями |
| f 5 | Деталь | Изделие, изготовленное из однородного по наименованию и марке материала без применения сборочных операций |
В инженерном деле функции интерпретации во многом стандартизованы или унифицированы. Их описания содержатся в обширных терминологических справочниках, издаваемых издательством стандартов [2].
Онтологии класса словарей (R =Æ ) полезны, но малопродуктивны для автоматизации инженерного проектирования. Для создания интеллектуальных САПР необходимы семантические сети, в которых понятия связываются друг с другом различными отношениями.
К числу основных отношений такого типа относится родовидовое отношение ЕСТЬ-НЕКОТОРЫЙ или в английской нотации “is a ”. На базе родовидовых отношений строятся обобщения понятий и разного рода классификаторы. Иерархическая система понятий, связанных между собой отношением is a (быть элементом класса) называется таксономической структурой . Этой структуре соответствует специальный подкласс онтологий,- простая таксономия (табл.1):
O =To = <C , {is a },{}>.
Отношение is a имеет фиксированную заранее семантику и позволяет организовать структуру понятий онтологии в виде дерева. Понятия, приведенные в табл.2, связаны родовидовыми отношениями. Родовым является понятие «изделие». Разновидности его составляют понятия «комплекс», «комплект», «сборочная единица» и «деталь».
Вторым важнейшим классом отношений между понятиями является отношение типа целое-часть, с помощью которого осуществляется абстракция агрегации понятий. В русской нотации это отношение обозначается СОСТОИТ-ИЗ, а в английской “part of ”. С помощью этого отношения сложное понятие раскрывается посредством его декомпозиции на составляющие компоненты.
Иерархическая система понятий, связанных между собой отношением “part of ” («быть частью») называется мерономической структурой [3]. Этой структуре соответствует подкласс онтологий – простая мерономия (табл.1)
O = Mo =<C , {part of }, {}>
Понятия из табл.2 могут быть связаны между собой не только родовидовыми отношениями, но и отношениями включения part of . При этом отношение целое-часть образует следующую иерархию: комплекс (комплект), сборочная единица, деталь.
На рис.1 приведена семантическая сеть понятий, связанных обоими типами отношений. При этом использована графическая нотация, принятая в стандарте IDEF1X. На этом рисунке обозначено наличие родовидовых декомпозиций понятий. Декомпозиции понятий «сборочная единица» и «деталь» по отношению is a , не раскрытые на рисунке, зафиксированы в классификаторах ЕСКД.
![]()
Рис.1. Семантическая сеть изделий
Например, в табл.3 приведены примеры разновидностей сборочных единиц в соответствии с классификатором ЕСКД.
Как видно из примеров функций интерпретации в табл.2, пересечение множеств C 1 и C 2 не являются пустыми (C 1 Ç C 2 ¹ Æ ). При определении понятия-разновидности всегда используют родовое понятие в совокупности с ограничивающими терминами. При этом ограничения должны быть построены так, чтобы выделенные подклассы не пересекались, то есть не имели общих экземпляров.
Таблица 3Классы сборочных единиц по ЕСКД
| N класса | Наименование класса |
| 06 | Оборудование гидромеханических, тепловых, массообменных процессов |
| 28 | Оснастка технологическая. Инструмент режущий |
| 29 | Оснастка технологическая, кроме инструмента режущего |
| 30 | Сборочные единицы общемашиностроительные |
| 31 | Подшипники качения |
| 38 | Двигатели (кроме электрических) |
| 48 | Оборудование подъемно-транспортное и погрузочно-разгрузочное |
| 52 | Машины электрические вращающиеся |
В связи с необходимостью эксплицитной (явной) спецификации процессов функционирования онтологии принято рассматривать онтологические системы. Под формальной моделью онтологической системы So понимают [1] триплет вида:
So = <O meta , {O d&f }, Xinf >,
где O meta – онтология верхнего уровня (метаонтология); {O d & f }={O d }È{O f }– множество предметных онтологий и онтологий задач предметной области; Xinf – модель машины вывода, ассоциированной с онтологической системой So .
В модели So имеются три онтологические компоненты:
· метаонтология;
· предметная онтология;
· онтология задач.
Метаонотология оперирует общими концептами и отношениями, которые не зависят от конкретной предметной области. Метаонтология должна содержать концепты и отношения, необходимые как для предметной онтологии, так и для онтологии задач. Последние в совокупности должны обеспечивать построение операциональной модели M предметной области. На основе этой модели производится преобразование исходных данных In , необходимых для автоматизированного проектирования изделий и технологических процессов их изготовления, в выходные данные Out , содержащие модель результатов инженерного проектирования (рис.2).
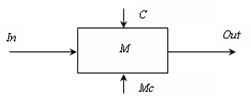
Рис.2. Операциональная модель САПР в нотации IDEF0
Операциональная модель M представляет собой совокупность концептуальной структуры Sk , отражающей понятийную структуру предметной области, и функциональной структуры Sf , моделирующей функции преобразования входных данных In в выходные Out . Sk представляет собой синтаксический аспект предметной онтологии, содержащий описание семантики понятий, а Sf – синтаксический аспект онтологии задач, содержащий смысловое содержание этих задач.
M = (Sk , Sf )
Sk выступает как пассивная компонента, содержащая данные, а Sf – как активная компонента, преобразующая данные [1].
Метаонтологию как и другие виды онтологий целесообразно строить на основе стандартов, причем желательно международных. Компоненту метаонтологии, связанную с описанием концептуальной структуры, целесообразно строить на базе стандарта IDEF1X, а компоненту метаонтологии, связанную с функциональной структурой – на основе стандарта IDEF0.
При таком подходе взаимосвязь между компонентами онтологической системы выглядит, как это представлено на рис.3.
Предметная онтология Sk содержит понятия, описывающие конкретную предметную область и отношения между ними. Каждое понятие имеет полное имя, образуемое словом или словосочетанием естественного языка. В информационных технологиях принято помимо полного присваивать и короткое имя или идентификатор, содержащий не более 8 символов. Содержание понятия описывается с помощью его существенных свойств (атрибутов). Свойства, как и понятия, имеют полные и короткие имена, а также определенный тип данных. Различные понятия не могут иметь одинакового содержания.
Что касается связей между понятиями, то в онтологии инженерных знаний достаточно использовать отношения is a и part of , с помощью которых формируется понятийная метасистема.
На рис.4 представлен экран инструментального средства СПРУТ-технологии, предназначенного для описания предметной онтологии. Формирование имени и идентификатора понятия, а также его содержания производится в средней части экрана с помощью соответствующих панелей редактора. На рис.4 приведено описание родового понятия «Деталь». Содержание этого понятия формируют собственные атрибуты, присущие всем деталям (наименование, обозначение, марка материала, масса и т.п.).
![]()
Рис.3 Структура онтологической системы
Родовидовые отношения (is a )формируются с помощью свойства, именуемого дискриминатором. В данном случае это вид детали. Подвиды присоединяются с помощью правого окна. В этом окне перечислены групповые детали: вал, вал-шестерня, втулка, колесо зубчатое и т.п.
Для задания структуры, определяемой отношением part of , используется левое верхнее окно. В нем перечислены комплексные конструкторско-технологические элементы, из которых может состоять деталь: отверстия, элементы осесимметричные и призматические. Кроме того, с помощью этого отношения с деталью соединяются данные ее заготовки, покрытий и термообработки. Описываемое понятие может наследовать свойства других понятий, расположенных выше по иерархии part of . Это наследование задается с помощью левого нижнего окна экрана.
![]()
Рис.4 Экран формирования предметной онтологии
Онтология задач Of содержит функции, с помощью которых производится преобразование входных данных In операциональной модели M в выходные Out . Каждая функция, также как и понятие имеет полное и короткие имена. Полное имя в соответствии со стандартом IDEF0 формируется в виде словосочетания, состоящего из отглагольного существительного, описывающего действие, выполняемое функцией (расчет, определение, формирование и т.п.), существительного, указывающего предмет, на который направлено действие, и дополнительных слов, содержащих описание ограничений. Короткое имя представляет собой идентификатор. Подобно свойствам понятия каждая функция имеет набор входных, выходных и управляющих (C ) переменных (рис.2). В онтологии инженерных знаний достаточно использовать переменные трех типов: целые и действительные числа и, а также символьные переменные. Переменные имеют полные и короткие имена.
![]()
Рис.5 Экран формирования онтологии задач
На рис.5 представлен экран инструментального средства СПРУТ-технологии, предназначенного для формирования онтологии задач. Имена входных, выходных и управляющих переменных выбираются из общего словаря. В качестве неделимого элемента онтологии задач в СПРУТ-технологии принят модуль инженерных знаний (МИЗ), соответствующий функциональному блоку стандарта IDEF0 (рис.2). В качестве механизмов (Mc ) реализации функций в МИЗ могут использоваться формулы (рис.5), таблицы, выбор из баз данных, программные модули и т.п. На основе выбранной совокупности МИЗ производится генерация метода.
Каждое понятие связывается с определенным методом, представляющим собой подсистему онтологии задач. Такая пара носит название агент . Машина вывода Xinf онтологической системы инженерных знаний опирается на сетевое представление агентов, образующих метасистему. Функционирование ее связано с двумя процессами: структурным синтезом и синтезом параметрическим. Структурный синтез обеспечивает выбор и активизацию одного из разновидностей понятий во всех родовидовых отношениях. Параметрический синтез формирует экземпляры выбранных понятий путем вычисления выходных переменных с помощью метода и приравнивая их значения свойствам понятия.
Практическое применение инструментальных средств СПРУТ-технологиии, разработанных в соответствии с описанными теоретическими положениями, показало их истинность и высокую эффективность. На основе этой информационной технологии были созданы интеллектуальные системы автоматизированного конструирования (редукторы, электродвигатели) и проектирования технологических процессов (механообработка). При этом в десятки раз по сравнению с традиционными информационными технологиями была сокращена как трудоемкость создания специализированных прикладных систем, так и трудоемкость проектирования с их помощью.
7. Методы и программные средства автматизации конструирования
Согласно наиболее обобщенной модели системы, модели "черного ящика", система автоматизированного конструирования изделий представляет собой средство преобразования входной информации в выходную (рис.7.1). Процесс разработки проекта изделия складывается из двух основных этапов: этапа проектирования, на котором изделие представляется как формальная система с оформлением соответствующих схем и эскизной проектной документации, и собственно конструирования с формированием данных общих видов и рабочей документации. Входной информацией этого процесса является дескриптивное описание проектируемого объекта, которое обычно содержится в техническом задании. Выходная информация в соответствии с функциональным назначением системы определяет конструктивное описание проектируемого объекта, общепринятой формой представления которого является проектная и конструкторская документация, а компьютерной формой ¾. графические модели, текстовые документы, реляционная и графическая базы данных. Сама система автоматизированного конструирования реализует с помощью технических и программных средств вычислительной техники процесс преобразования входной информации в выходную. Управляет процессом преобразования информации ¾ пользователь. Отсюда следует, что первыми шагами системного анализа данной проблемной ситуации является системологическое исследование двух основных компонент: проектируемых объектов и процессов проектирования. Исследование первых двух компонент относится к проблематике анализа проектируемых объектов и форм их представления, а последняя – к проблематике анализа собственно проектных действий.
Методы автматизации конструирования
Система автоматизированного конструирования, представленная в самом общем виде на рис.7.1 описывается такой формулой
Xu : Iu ® Ou (1)
Таблица 7.1 Методы автоматизации проектных работ
| Методавтоматизации | Характерработ | Описаниепроектныхработ | ВходныеданныеIu | ВыходныеданныеOu |
| Информационно-поисковые системы | Стереотипные поисковые действия | Одновариантный поиск готового решения Oj u по одновариантным исходным данным Ij u с использованием оператора Xj u | 1.Iw +Ow заданы входные и выходные данные изделия или процесса 2.Ow выходные данные 3.Iw входные данные |
1.Xw характеристика изделия или процесса 2. Iw +Xw входные данные и характеристики 3. Ow + Xw выходные данные и характеристики |
| То же, но с использованием многовариантного поиска | ||||
| Типовое вариантное проектирование | Стереотипные проектные действия | Получение проектного решения Oj u по исходным данным Ij u известными способами Xr u на базе известных решений | Iw + Ow заданы входные и выходные данные проектируемого изделия или процесса | Xw характеристика изделия или процесса |
| То же, но с использованием многовариантного проектирования | ||||
| То же, но с использованием многовариантных исходных данных Ir u | ||||
| Поиск методов проектирования | Поисковые действия | Поиск новых входов и выходов для известного проектного решения, полученного известными способами по одновариантным исходным данным | Xw заданы характеристики проектного решения | Iw + Ow входные и выходные данные |
| То же, но с использованием многовариантных исходных данных | ||||
| Синтез новых проектных решений с использованием известных способов | ||||
| Поиск методов проектирования | Поисковые действия | Создание новых способов проектирования Xp u | Iw + Ow + Xw информация об объектах проектирования | Xp u новые способы проектирования |
Объект проектирования, рассматриваемый также как черный ящик, может иметь такое формализованное представление
Sm : Iw ® Ow (2)
Здесь Sm технический объект как система, Iw ¾ входной операнд реализуемого этой системой технического процесса, а Ow ¾ выходной операнд технического процесса.
Для составляющих проектных действий Xu , Iu , Ou введем общее обозначения Z [4]:
Zr ¾ использование одного из многих известных решений;
Zj ¾ использование единственного известного решения;
Zp ¾ использование нового решения.
В табл.7.1 представлены результаты системного анализа методов автоматизации проектных работ.
Первая группа методов относится к классу проектирования по аналогам с поиском их и последующим редактированием для выпуска рабочей документации.
Ij u Oj u Xj u ¾ метод, основанный на отборе готовой информации Oj u (проектной, конструкторской или технологической) по заданным исходным данным Ij u , определяющим критерии отбора. Метод основывается на стереотипных информационно-поисковых операторах Xj u , допустимых в используемой информационно-поисковой системе.
Ij u Or u Xj u ¾ метод, аналогичный предыдущему, но обеспечивающий информационный поиск одновременно нескольких вариантов выходной информации Or u , удовлетворяющих критериям отбора Ij u .
Следующая группа методов автоматизации проектирования принадлежит к классу типового вариантного проектирования. Она базируется на использовании различных операторов проектирования Xr u , основанных на наборе эвристических методов, логических или математических
алгоритмов, описанных в литературе либо на собственной или коллективной практике [4] и заложенных в базу знаний системы автоматизированного проектирования:
Ij u Oj u Xr u ¾ метод, где входной информацией служат данные Ij u , содержащие однозначное описание входных и выходных данных проектируемого изделия или процесса. С использованием известных методов проектирования Xr u в проект Oj u закладываются известные технические решения.
Ij u Or u Xr u ¾ метод типового вариантного проектирования с получением нескольких альтернативных проектных решений для выбора из них наилучшего.
Ir u Or u Xr u ¾ метод типового проектирования, аналогичный предыдущему, но с варьированием исходных данных.
Следующие две группы методов представляют творческие действия с замыслами [4]. Они направлены на поиск того, что еще не известно.
Ij u Op u Xr u ¾ метод поискового проектирования с использованием известных способов Xr u . Метод направлен на поиск новых входов и выходов Op u для известного технического средства или технологического процесса, информация о котором содержится в Ij u . Соответствует изобретению на применение.
Ir u Op u Xr u ¾ метод поискового проектирования, аналогичный предыдущему, но с варьированием исходных данных.
Ip u Op u Xr u ¾ метод поискового проектирования, направленный на синтез принципиально новых проектных решений (способ, устройство) с использованием существующего проектно-конструкторского или проектно-технологического потенциала. Относится к аппарату изобретательских действий.
Последний метод Iu Ou Xp u относится к области исследования новых методов проектирования Xp u .
Программные средства автоматизации конструирования
Разработка интеллектуальных систем типового вариантного проектирования связана ссозданием банка знаний. Функциональная схема этого процесса представлена на рис.7.2.
Рис.7.2. Функциональная схема разработки банка знаний
Разработка банка знаний включает следующие этапы:
1. Формирование концептуальной модели прикладной области и генерация логической и физической структур базы данных
2. Заполнение базы данных стандартных и покупных изделий
3. Формирование геометрической и графической баз знаний
4. Формирование базы экспертных знаний и генерация методов агентов
5. Генерация мультиагентной метасистемы
Формирование концептуальной модели прикладной области связано с разработкой системы понятий и формированием на этой основе структурированной системы данных в форме И/ИЛИ графа. Вершинами этого графа являются понятия. Понятия связываются друг с другом отношениями «целое-часть», которые моделируются дугами типа И, а также отношениями «род-вид», которые моделируются дугами типа ИЛИ.
Понятие ¾ это основная единица любой интеллектуальной деятельности, базовая конструкция представления знаний. Понятия именуют с помощью слов или словосочетаний естественного языка, которые играют роль знаков, или имен. Знак ¾ это заменитель некоторого предмета, явления или события, используемый для накопления, хранения, переработки и передачи информации. Понятие может относиться ко множеству однотипных объектов или к конкретному единичному объекту.
Основными характеристиками понятия являются объем и содержание. Объем понятия ¾ это множество (класс) всех объектов, обладающих существенными признаками понятия. Содержание понятия ¾ совокупность всех существенных признаков (свойств) данного понятия, которые позволяют однозначно идентифицировать его среди множества других понятий.
Всякое системное описание ПО состоит из элементов и связей. При концептуальном моделировании в качестве элементов выступают понятия, а в качестве связей ¾ отношения понятий.
Каждому понятию при концептуальном моделировании, приписывают некоторое уникальное имя, или знак. С другой стороны, каждый конкретный объект, входящий в объем понятия, также должен иметь уникальное имя, или знак.
Объекты, составляющие объем понятия, различают с помощью значений признаков (свойств). В концептуальном моделировании признаки понятий делят на три типа: дифференциальные, характеристические и валентные. Дифференциальные признаки используют в качестве характеристики содержания понятия. Они соответствуют собственным характеристикам объекта, которые представлены описательными атрибутами. Характеристические ¾ это признаки, которые позволяют отличить объекты, относящиеся к объему одного и того же понятия. Они соответствуют идентификатору и указывающим атрибутам объекта. Валентные признаки обеспечивают связь между различными понятиями и соответствуют структурным переменным объекта, описываемым вспомогательными атрибутами.
Первое действие технологии направлено на разработку проекта метасистемы, охватывающей все множество изделий, подлежащих разработке с помощью многоагентной САПР. Разработка метасистемы производится с помощью функционально-структурного анализа прикладной области . При выполнении этого анализа используется комбинированный метод, основанный на стандартах IDEF0 и IDEF1X с соответствующей нотацией.
На рис.7.3 представлен фрагмент диаграммы метасистемы электродвигателей. Функциональное назначение электродвигателя заключается в преобразовании энергии электрической в механическую энергию вращения. При этом возникают сопутствующие потери в виде тепловой и акустической энергии. Электродвигатель является механизмом реализации этой функции. Имеется несколько вариантов преобразования энергии: с помощью электродвигателей синхронных, асинхронных и постоянного тока. Каждый из этих вариантов имеет свой физический принцип действия.
На рис.7.3 приведена функциональная декомпозиция асинхронных электродвигателей. Каждая подфункция имеет свой механизм реализации. Например, передача механической энергии производится с помощью вала, установленного в станине с помощью подшипниковых узлов. В свою очередь каждый из конструктивных узлов может иметь несколько вариантов исполнения и состоять из различных наборов конструктивных частей. Декомпозиция метамодели изделия доводится до элементов формы деталей, к которым привязаны знания по проектированию технологических процессов. В результате функционально-структурного анализа формируется иерархический И/ИЛИ граф, объединяющий все исходные системы, необходимые для построения комплексной многоагентной САПР.
Параметры стандартных изделий таких, как подшипники, болты и т.п., должных храниться в базе данных. Там же хранится и архив спроектированных ранее изделий.
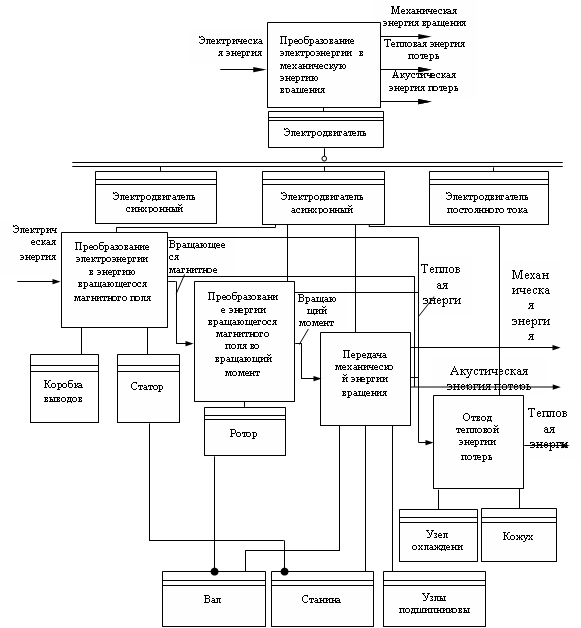
Рис. 7.3. Метасистема электродвигателей
Следующей операцией CASE-технологии создания многоагентных САПР является разработка объектной метамодели данных . Методической основой для выполнения этой операции служит объектно-ориентированный подход (ООП) к проектированию программных средств. В качестве инструментального средства используется подсистема Sprut X . Суть этой операции заключается в генерации на основе разработанного ранее проекта метамодели изделия концептуальной и физической моделей объектно-ориентированной базы данных. Генерация производится в интерактивном режиме с использованием классической нотации представления иерархических систем.
В качестве элементов при построении метамодели данных используются классы объектов. Иерархия объектов по отношению "целое-часть" определяется конструктивной входимостью в изделие представляемых ими узлов и деталей. На рис.7.4 узлами первого уровня входимости являются ротор, щит подшипниковый и статор. В свою очередь ротор состоит из подсборки ротор без вала и деталей вал и груз балансировочный. На рис.7.4 приведена также декомпозиция вала на функциональные конструкторские элементы: рабочие концы, подшипниковые ступени и т.п.
Отношения "целое-часть" определяет связи между классами объектов типа И. В таких связях параметр "группа" имеет значение 0. На рис.7.4 показано, что вал является частью ротора. Если значение параметра "группа" отлично от 0, то это означает родовидовую связь между классами объектов типа ИЛИ. Например, вал может иметь различные исполнения своих рабочих концов.
После разработки иерархической структуры объектной модели данных, а зачастую и параллельно с ней проводится формирование свойств объектов и их взаимосвязей (рис.7.5). Набор свойств должен быть необходимым и достаточным для решения всех конструкторских, технологических и управленческих задач производства изделий данного класса. На рис.7.5 видно, что в число этих свойств входят: обозначение, масса, марка материала детали, шероховатость "остальное", виды конструктивных исполнений элементов детали, размеры с указаниями точности их изготовления и т.п. Свойства могут наследоваться по иерархии объектов. Например, на рис.7.5 в правом окне показано, что свойство "наличие резьбы в отверстии центровом"(Shen_th), принадлежащее валу (Val), передается в объект, представляющий его рабочий конец левый (RKValLv), а от туда в две разновидности исполнения этого рабочего конца с гладким центровым отверстием (RKLOFGC) и с резьбовым центровым отверстием (RKLOFRC). Предусмотрена также возможность передавать свойства объектам, не соподчиненным по иерархии. Это необходимо для согласования посадочных размеров деталей, принадлежащих разным узлам. В итоге, помимо иерархического графа объектов, генерируется граф связи свойств.
Каждое свойство имеет тип и статус. Имеется возможность использовать свойства трех типов: действительное число(real), целое число(integer) и строковая переменная(string). По своему статусу свойство может быть внутренним (internal), импортируемым (import) и экспортируемым (export).
Построенная метамодель данных определяет интерфейсную часть всех входящих в нее классов объектов. Помимо интерфейсной части, которая в процессе проектирования позволяет фиксировать состояние, каждый объект имеет определенное поведение, определяемое его методом.
Методы строятся на основе баз знаний, которые принадлежат к классу порождающих систем. Порождающие системы делятся на два подуровня иерархии знаний: математический и экспертный. К числу математических относятся геометрические знания.
Заполнение баз данных ведется традиционными методами.
Формирование геометрической и графической баз знаний в СПРУТ-технологии производится с помощью системы Sprut-SCAD (рис.7.6). Эта система представляет собой графический редактор, обеспечивающий генерацию текстового описания формируемого геометрического объекта на соответствующем языке. Между графическим и текстовым описаниями существует взаимно однозначное соответствие. Графическая модель может быть параметризована посредством редактирования текстового описания с заменой фактических параметров на формальные. В результате автоматически генерируется подпрограмма, представляющая собой элемент геометрической базы знаний, позволяющей автоматически генерировать чертежи деталей и сборочных единиц, сформированных из фрагментов, состав и свойства которых определяются экспертной базой знаний в процессе структурного и параметрического синтеза изделия.
![]()
Рис.7.6. Экран системы Sprut-CAD для формирования геометрической базы знаний
Формирование базы экспертных знаний и генерация методов агентов в СПРУТ-технологии выполняется с помощью системы .
Фундаментом для разработки экспертной базы знаний является общий словарь, с использованием которого разрабатываются модули инженерных знаний (МИЗ), формирующие базу знаний. В общем словаре перечисляются все свойства, используемые в базе знаний. Каждое свойство, входящее в словарь характеризуется следующими параметрами:
· уникальным именем (8 символов). Имя свойства должно быть уникально в пределах словаря БЗ.
· полным смысловым наименованием (65 символов),
· типом значения:
INTEGER – целое число от -32767 до +32767;
REAL – вещественное (действительное число) от 2.9*10-39 до 1.7*1038
STRING – строковое значение.
· Если свойство имеет тип значения STRING, к имени свойства добавляется символ «$», например test$
· ассоциативным списком значений, при необходимости,
Наличие ассоциативного списка значений у свойства означает, что при вводе, значение этого свойства изменяется дискретно, по ассоциативному списку значений
Работа с общим Словарем БЗ
Доступ к экрану «Общий Словарь Базы Знаний» осуществляется по нажатию на кнопку «Словарь» на «Основной Панели» системы
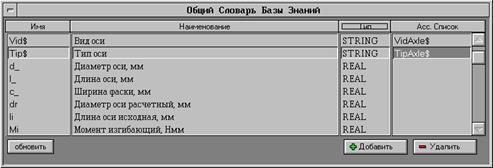
Добавление нового свойства
Добавление нового свойства в словарь осуществляется по нажатию кнопки «Добавить». После этого в конец списка словаря будет добавлена новая строка, и активировано поле ввода имени свойства. При завершении ввода, имя нового свойства проверяется на уникальность. Если свойство с таким именем уже присутствует в словаре, то выдается предупреждение и необходимо отредактировать имя свойства, так чтобы оно стало уникальным.
Если имя свойства заканчивается символом «$», тип значения свойства будет автоматически присвоен STRING.
Затем необходимо отредактировать наименование свойства, и, при необходимости, изменить тип значений и назначить ассоциативный список значений для этого свойства.
Редактирование параметров свойства
Чтобы отредактировать параметры свойства, необходимо выбрать редактируемое свойство в списке и нажать левую кнопку мыши на изменяемом параметре. На месте параметра появится поле ввода или список выбора, в котором необходимо изменить значение параметра.
Назначение свойству ассоциативного списка значений
Чтобы назначить свойству ассоциативный список значений необходимо выбрать свойства в списке, выбрать столбец «Асс. Список», активировать список выбора нажатием левой кнопки мыши на курсор и выбрать один из доступных ассоциативных списков.
Свойству может быть назначен ассоциативный список только с таким же типом значений, как и у самого свойства.
Чтобы убрать назначение свойству ассоциативного списка, необходимо выбрать первую пустую строку в активном списке выбора.
Удаление свойства
Удаление свойства из словаря осуществляется по нажатию на кнопку «Удалить». Если кнопка «Удалить» заблокирована - следовательно это свойство используется в словарях МИЗ. Чтобы удалить такое свойство его сначала необходимо удалить из словарей МИЗ, в которых оно используется. После этого кнопка «Удалить» будет разблокирована и свойство можно будет удалить из общего словаря БЗ
Работа с экраном «МИЗы Базы Знаний»
Доступ к экрану «МИЗы Базы Знаний», осуществляется по нажатию на кнопку «Модули» на «Основной Панели» системы.
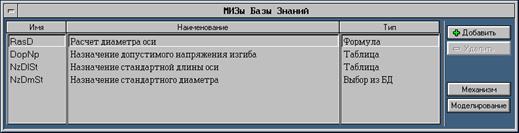
Рис.7.7. Экран системы Sprut-ExPro для работы с модулями инженерных знаний
Функции создания, редактирования параметров и удаление МИЗ аналогичны функциям по работе со Словарем БЗ и описаны в разделе «Работа с экраном «Словарь БЗ»
Назначение типа механизма МИЗ
При создании нового МИЗ по умолчанию тип механизма назначается таким же, как предыдущий создаваемый или редактируемый модуль. При необходимости тип модуля может быть изменен.
На экране «МИЗы Базы Знаний» расположены:
· Кнопка «Механизм». При нажатии на кнопку «Механизм» осуществляется переход к экранам создания и редактирования механизма выбранного МИЗа
· Кнопка «Моделирование». При нажатии на кнопку «Моделирование» осуществляется переход к экрану моделирования работы оттранслированного МИЗа. Если модуль не был оттранслирован или содержал ошибки при трансляции кнопка «Моделирование» будет заблокирована.
Предусловия запуска МИЗ задаются в виде списка ограничений на значения входных и условных свойств, при которых справедливо применение данного МИЗ.
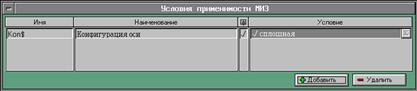
Ограничение на значение свойства может быть задано
· в виде интервала допустимых значений: [0,100], (-20,20)
· перечислением допустимых значений через запятую: 10,12,14,
Если свойству назначен ассоциативный список, то допустимые значения указываются в активном списке выбора. Против допустимых значений выставляется значок «-».
После завершения ввода, ограничение проверяется на корректность и в случае отсутствия ошибок в столбец «ф» выставляется значок «-».
Ограничения на значения нескольких свойств объединяется между собой по логической операции «И» В зависимости от типа, механизм МИЗ описывается различными способами с помощью разных экранов.
МИЗ: Формулы
Для описания механизма используется текстовый редактор, в котором описываются формулы преобразования входных свойств в выходные.
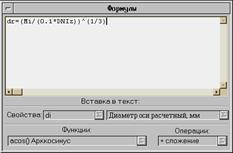
Рис.7.8. Экран системы Sprut-ExPro для ввода формул
При написании формул используются имена свойств.
В редактируемый текст можно вставить имена свойств, функций и операций. Чтобы вставить в текст имя свойства необходимо установить в текстовом редакторе курсор в позицию, в которую нужно вставить имя свойства и выбрать это свойство в списке выбора свойств. В списках выбора доступны операции быстрого поиска. Порядок сортировки свойств в списках соответствует порядку их сортировки в словаре. Наполнение этого списка определяется режимом «Выбор свойств» задаваемом в словаре МИЗ.
Вставка функции и операции в редактируемый текст производится аналогично.
В редакторе доступны операции работы с карманом:
Ctrl+Ins – скопировать выделенный фрагмент в карман;
Shift+Ins – вставить текст из кармана.
После завершения редактирования текста формул МИЗ необходимо оттранслировать, нажав на кнопку «Транслировать». При трансляции система автоматически выделяет из текста формул входные и выходные свойства и формирует словарь МИЗ. Если свойство с найденным идентификатором не было описано в словаре БЗ, оно будет автоматически добавлено и в словарь МИЗ и в словарь Базы Знаний. Отредактировать наименование добавленного свойства можно будет в словаре БЗ. Таким образом, словарь Базы Знаний будет автоматически наполняться по мере создания новых МИЗ. Если в процессе трансляции выявятся синтаксические ошибки в тексте формул – их список будет представлен в окне «Ошибки». Если трансляция модуля пойдет успешно, кнопка «Моделировать» будет разблокирована и можно будет промоделировать работу МИЗа.
МИЗ: Таблица
Для описания механизма типа таблица используется специализированный редактор таблиц. Редактор состоит из двух окон:
· Словарь многовходовой таблицы, в котором расположены три списка:
Шапка таблицы
Боковик таблицы
Результаты
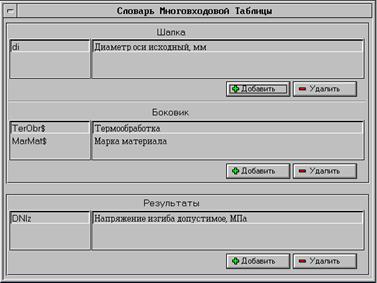
Рис.7.9. Экран системы Sprut-ExPro для формирования структуры таблицы
· Редактора многовходовой таблицы
·
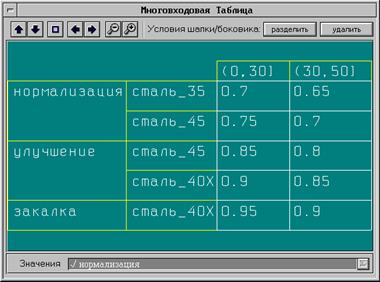
Рис.7.10. Экран системы Sprut-ExPro для заполнения таблицы
Чтобы создать новую таблицу необходимо в словаре многовходовой таблицы указать, какие свойства входят в шапку таблицы, какие свойства – в боковик таблицы и значения каких свойств будут выбираться из таблицы.
Добавление свойства в соответствующий список осуществляется нажатием кнопки «Добавить» в соответствующем списке. При этом в редакторе таблиц будет автоматически построена заготовка будущей таблицы.
Теперь ее необходимо заполнить. Редактирование и заполнение таблицы осуществляется в окне «Многовходовая Таблица».
Ячейки шапки и боковика таблицы нарисованы желтым цветом. Ячейки результатов – белым цветом.
В ячейки результатов таблицы вводятся возвращаемые значения свойств списка результатов.
В ячейки шапки и боковика таблицы вводятся условия, по которым выбираются возвращаемые значения. Условия выбора формируются аналогично предусловиям запуска МИЗ.
Чтобы заполнить ячейку таблицы, необходимо выбрать курсором мыши в графическом окне редактируемую ячейку и нажать левую клавишу мыши. Содержимое ячейки будет доступно в строке «Значения». После завершения ввода таблица будет перестроена.
Для добавления строк и столбцов в таблицу необходимо нажать кнопку «Разделить» и выбрать условия в шапке или боковике таблицы, которое необходимо разделить. Завершение режима разделения условий осуществляется при нажатии на правую кнопку мыши или кнопу Esc. Удаление условий производится аналогично по нажатию на кнопку «удалить». При этом удаляются все подусловия и значения результатов этого условия.
Кнопки управления графическим окном расположены вверху слева экрана. Увеличить фрагмент таблицы можно также нажав левую кнопку мыши на окне и не отпуская левую кнопку выделить интересующий фрагмент.
МИЗ: PRT -модуль.
Для подключения к базе знаний программ на языке СПРУТ используется МИЗ типа «PRT-модуль».
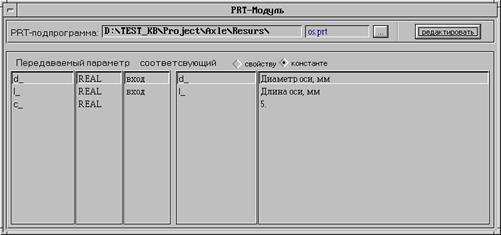
Рис.7.11. Экран системы Sprut-ExPro для согласования переменных МИЗ и механизма-подпрограммы
Подключаемый модуль должен быть оформлен в виде подпрограммы со списком передаваемых переменных.
Выбор подключаемого модуля производится по нажатию на кнопку «…». После этого открывается окно «Выбор файла», в котором необходимо выбрать подключаемый модуль и нажать кнопку «выбрать». По умолчанию в окне «Выбор файлов» открывается каталог ресурсов.
После этого будет заполнен список передаваемых параметров. Каждому передаваемому параметру необходимо поставить в соответствие свойство Базы Знаний или константу.
Если передаваемый параметр соответствует константе – в столбец с наименование свойства необходимо ввести значение этой константы.
Если передаваемый параметр соответствует свойству – необходимо выбрать входными или выходным является этот параметр и свойство Базы Знаний, из которого будет считано значение, если параметр входной, или в которое будет подставлено значение этого передаваемого параметра, если он является выходным.
Переключение соответствия передаваемого параметра между константой и свойством Базы Знаний осуществляется переключателем.
МИЗы работы с Базой Д анных
Для использования в Базе Знаний баз данных используются механизмы работы с БД.
МИЗ: Выбор из Базы Д анных
С помощью этого механизма МИЗ формируется запрос к таблице базы данных и обеспечивается доступ к данным в этой таблице.
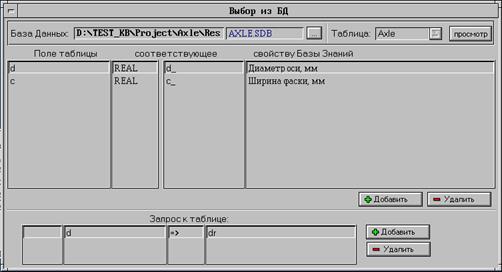
Рис.7.12. Экран системы Sprut-ExPro для формирования выбора из базы данных
Создание и заполнение данными БД осуществляется с помощью «Администратора БД» СПРУТ (sdbm.exe), расположенного в каталоге системы СПРУТ.
Выбор используемой БД осуществляется по нажатию кнопки «…». После этого открывается окно «Выбор файла», в котором в списке файлов необходимо выбрать используемую БД и нажать кнопку «выбрать». Затем в списке выбора «Таблица» необходимо выбрать таблицу, из которой будут выбираться данные. Просмотреть данные, находящиеся в таблице, можно нажатием на кнопку «просмотр».
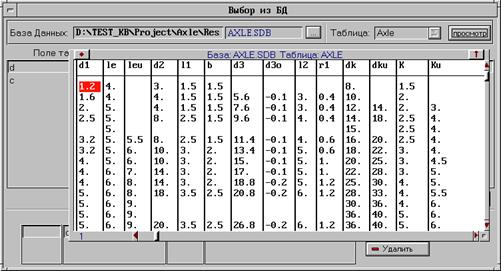
Рис.7.13. Экран системы Sprut-ExPro для просмотра базы данных
Далее необходимо установить соответствие между полем таблицы БД и свойством БЗ. Для этого нажать на кнопку «Добавить» и выбрать свойство БЗ и соответствующее ему поле таблицы. Удаление соответствия осуществляется по нажатию на кнопку «Удалить». При необходимости можно изменить поле таблицы или свойство БЗ на другое, выбрав нужное в списке выбора. Поле таблицы должно совпадать по типу данных со свойством Базы Знаний.
На таблицу БД можно быть наложен запрос: набор условий, которым должны удовлетворять искомые записи в таблице. Таким образом, из таблицы можно выделить подтаблицу, состоящую из нескольких записей базовой таблицы, или единственную запись. Формирование условий производится в списке «Запрос к таблице».
Чтобы сформировать запрос к таблице, необходимо нажать кнопку «Добавить», выбрать имя поля, операцию сравнения, и свойство Базы Знаний, со значением которого будет сравниваться значение поля в таблице. Несколько запросов объединяются в один логическими операциями AND или OR.
При работе МИЗ в свойства БЗ будут считаны данные из соответствующих полей таблицы. Если записей в таблице несколько, то при работе МИЗ будет показан список записей удовлетворяющих запросу, в котором нужно будет указать из какой записи забирать данные.
МИЗы: Добавить в БД. Обновить в БД.
С помощью этих механизмов МИЗ возможно добавление и обновление записей в таблице БД. Значения свойств БЗ заносятся в поля таблицы БД.
Выбор БД, таблицы, установка соответствия между полями таблицы и свойствами БЗ и формирование запроса к таблице производятся аналогично.
Добавление данных производится в новую запись в конце таблицы. Обновление данных производится в конкретной записи таблицы.
МИЗ: Внешний метод
Этот механизм позволяет использовать метод БЗ как МИЗ, что обеспечивает структурирование создаваемых Баз Знаний. С помощью этого механизма ранее сформированные методы БЗ могут подключаться как независимые части, как подпрограммы в создаваемые методы.
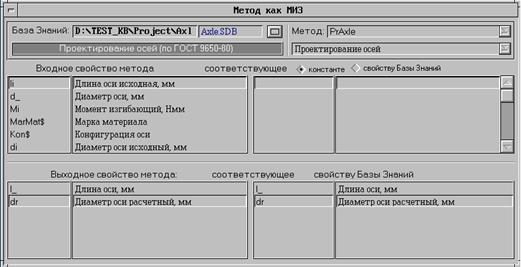
Рис.7.14. Экран системы Sprut-ExPro для подключения внешнего метода
Для подключения внешнего метода необходимо выбрать БЗ, в которой был создан это метод. По умолчанию – это текущая База Знаний и подключаются методы текущей БЗ. Выбор другой базы знаний осуществляется по нажатию на кнопку «…». После этого открывается окно «Выбор файла», в котором необходимо выбрать файл БЗ и нажать кнопку «выбрать». Затем в списке выбора «Метод» необходимо выбрать подключаемый метод по имени или наименованию.
После этого будут заполнены списки входных и выходных свойств внешнего метода. Каждому входному свойству внешнего метода необходимо поставить в соответствие свойство текущей Базы Знаний или константу. Если передаваемый параметр соответствует константе – необходимо установить переключатель в положение «константе» и в столбец с наименованием свойства Базы Знаний необходимо ввести значение этой константы.
Каждому выходному свойству внешнего метода необходимо поставить в соответствие свойство текущей Базы Знаний.
Моделирование работы МИЗ
Доступ к экрану «Моделирование работы МИЗ» осуществляется по нажатию кнопки «Моделировать» на панели атрибутов МИЗ при работе с механизмом МИЗ или по нажатию на кнопку «Моделирование» на экране «МИЗы Базы Знаний».
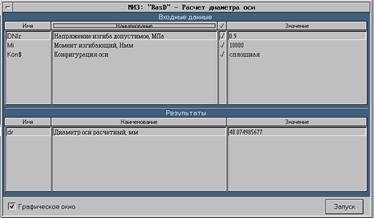
Рис.7.15. Экран системы Sprut-ExPro для тестирования МИЗ
На экране расположены список входных данных и список результатов.
Значения входных свойств используемых для моделирования работы МИЗ вводятся в столбец «Значение». После завершения ввода введенное значение проверяется на удовлетворение предусловиям запуска модуля и корректность. Если введенное значение удовлетворяет предусловиям запуска и корректно то в поле «-» будет выставлен значок «-».
Запуск МИЗ на исполнение производится нажатием кнопки «Запуск».
После работы МИЗ значения выходных свойств, рассчитанные МИЗом, будут занесены в список «Результаты».
МИЗы Базы Знаний объединяются в Методы. Метод характеризуется следующими параметрами:
· уникальным именем (8 символов). Имя должно быть уникально в пределах списка МИЗов и Методов БЗ.
· полным смысловым наименованием (65 символов),
В состав метода входят МИЗы связанные между собой по входам и выходам.
Работа с экраном «Методы Базы Знаний»
Доступ к экрану «Методы Базы Знаний», осуществляется по нажатию на кнопку «Методы» на «Основной Панели» системы.

Рис.7.16. Экран системы Sprut-ExPro для работы с методами
Функции создания, редактирования параметров и удаление Методов аналогичны функциям по работе со Словарем БЗ и описаны в разделе «Работа с экраном «Словарь БЗ»
· Кнопка «Компоновка». При нажатии на кнопку «Компоновка» осуществляется переход к экрану компоновки Метода из МИЗ
· Кнопка «Состав». При нажатии на кнопку «Состав» осуществляется переход к экрану работы с методом.
Переход к этому режиму возможен, только если метод был уже скомпонован. Если метод не был скомпонован или состав МИЗ, входящих в метод изменился – кнопка «Состав» будет заблокирована.
· Кнопка «Моделирование». При нажатии на кнопку «Моделирование» осуществляется переход к экрану моделирования работы сгенерированного Метода.
Если Метод не был оттранслирован или содержал ошибки при трансляции – кнопка «Моделирование» будет заблокирована.
Компоновка метода
Доступ к экрану «Компоновка Метода» осуществляется по нажатию на кнопку «Компоновка» в экране «Методы Базы Знаний». С помощью этого экрана формируется список МИЗ входящих в состав Метода.
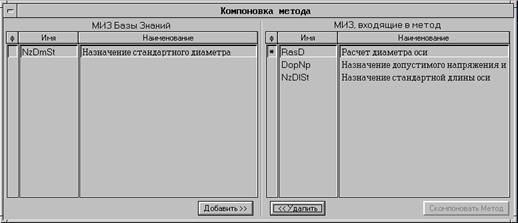
Рис.7.17. Экран системы Sprut-ExPro для компоновки метода
Добавление МИЗ в состав Метода производится из списка «МИЗ База Знаний» по нажатию на кнопку «Добавить >> ». Добавленный МИЗ переносится в список «МИЗ, входящие в Метод».
Удаление МИЗ из состава Метода производиться по нажатию кнопки « << Удалить».
Если в столбце «ф» против имени МИЗ стоит значок «*» - это означает, что этот МИЗ не оттранслирован. При включении такого МИЗ в состав Метода кнопка «Скомпоновать» будет заблокирована.
По нажатию на кнопку «Скомпоновать» производится компоновка Метода: словари всех МИЗ входящих в Метод объединяются, образуя словарь Метода, происходит ранжирование МИЗ входящих в Метод и образование семантической сети, формируется список входных свойств Метода.
После завершения компоновки Метода осуществляется переход в режим работы с Методом.
Генерация мультиагентной метасистемы является последним этапом формирования банка знаний прикладной системы. Для этого необходимо соединить структурированную систему данных, построенную на первом этапе, с методами, разработанными на предыдущем этапе. При этом формируется мультиагентная система проектирования. Этот процесс производится с помощью системы Sprut-X .
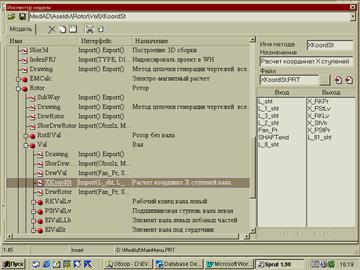
Рис.7.18. Подключение методов к объектам
Следующей операцией создания объектной метамодели изделия является подключение методов к объектам, выполняемая с помощью Sprut X . На рис.7.18 представлена структура объектов с подключенными к ним методами. В процессе подключения производится привязка входных и выходных переменных метода к свойствам объекта.
С помощью методов производится выполнение необходимых инженерных расчетов, выбор стандартных и покупных комплектующих изделий, генерация при необходимости 3D моделей, а также чертежей, проектирование технологических процессов изготовления сборочных единиц и деталей.
Последней операцией CASE-технологии создания многоагентных САПР является генерация прикладного интерфейса системы. Эта генерация выполняется в полуавтоматическом режиме на основе разработанной объектной метамодели изделия. Интерфейс унифицирован и содержит минимальное количество средств управления (рис.7.19).
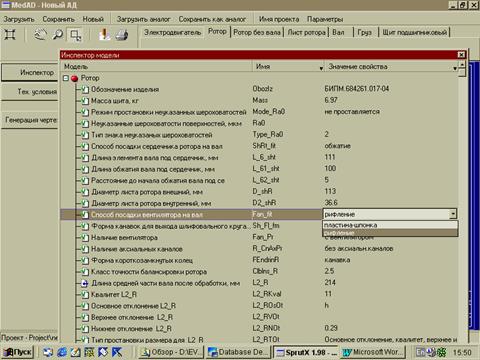
Рис.7.19. Экран ввода ТЗ на проектирование асинхронного электродвигателя
Создаваемые прикладные системы относятся к классу систем "проектирования от одной кнопки" и могут работать в полностью автоматическом режиме. Достаточно задать технические требования, состоящие из свойств верхнего объекта, и нажать на кнопку "Генерация чертежей". Свойства задаются с помощью кнопки "Инспектор" (рис.7.19). При необходимости скорректировать сгенерированные чертежи нажатием на кнопку вызывается графический редактор Sprut CAD .
На рис.7.20 приведен пример результата проектирования ротора электродвигателя.
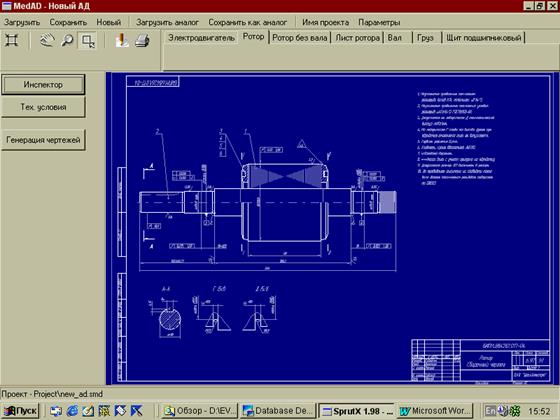
Рис.7.20 Пример результата проектирования ротора электродвигателя
8. Методы и программные средства автматизации проект ирования технологических процессов
Согласно наиболее обобщенной модели системы, модели "черного ящика", система автоматизированного проектирования технологических процессов (ТП) представляет собой средство преобразования входных данных и технологических знаний в выходную информацию (рис.8.1). Входными данными является конструктивное описание изделия на машинных носителях и (или) в форме конструкторской документации. Выходная информация во внутренней форме представляет собой машинную модель технологического процесса, а во внешней ¾ технологическую документацию в соответствии со стандартами. Отсюда следует, что первыми шагами системного анализа данной проблемной ситуации является системологическое исследование двух компонент: 1. проектируемых технологических процессов, 2. процессов их проектирования.
![]()
Рис.8.1. Функцональная модель системы автоматизированного проектирования технологических процессов
Формы представления технологической документации
Результатом проектирования технологических процессов является соответствующая документация, состав и форма представления которой определяются стандартами. Технологическая документация состоит из основных и вспомогательных документов. К основным относят документы, содержащие сводную информацию, необходимую для решения одной или комплекса инженерно-технических, планово-экономических и организационных задач. Основные документы полностью и однозначно определяют технологический процесс (операцию) изготовления или ремонта изделия и его составных частей. Вспомогательные документы применяются при разработке, внедрении и функционировании технологических процессов и операций, например, карта заказа на проектирование технологической оснастки.
Основные технологические документы делятся на документы общего и специального назначения. К документам общего назначения относят технологические документы, применяемые в отдельности или в комплектах документов на технологические процессы, независимо от применяемых технологических методов, например, карта эскизов. Документы специального назначения применяются в зависимости от типа и вида производства и используемых технологических методов. Виды основных технологических документов приведены в табл.8.1.
Таблица 8.1 Виды основных технологических документов
| Вид документа | Обозначение документа | Назначение документа |
Титульный лист Карта эскизов Маршрутная карта Операционная карта |
ТЛ КЭ МК ОК |
Документы общего назначения Оформление первого листа комплекта технологических документов Пояснение выполнения технологического процесса, операции или перехода Документы специального назначения Описание технологического процесса маршрутного или маршрутно-операционного представления либо указание полного состава технологических операций с данными об оборудовании, технологической оснастке, материальных нормативах и трудовых затратах Описание технологической операции с указанием последовательного выполнения переходов, данных о средствах технологического оснащения, режимах и трудовых затратах |
Помимо перечисленных документов используются ведомости: технологических маршрутов (ВТМ), оснастки (ВО), оборудования (ВОБ), материалов (ВМ) и др.
К обязательным документам относится маршрутная карта, форма представления которой приведена на рис.8.2.
Рис.8.2. Форма представления маршрутной карты
Описание операций обработки в МК производится в строках различного типа. На рис.8.2 представлены строки типа А и Б. Шапки этих строк приведены вверху окна. В строках типа А записываются: номера цеха, участка и рабочего места, порядковый номер операции, ее код и наименование, а также обозначения документов по охране труда и технике безопасности, которыми необходимо руководствоваться при выполнении данной операции. Строки типа Б содержат код и наименование оборудования, на котором выполняется операция и дополнительная информация: степень механизации (СМ), код профессии, разряд работы (Р), условия труда (УТ), количество рабочих (КР) и т.п.
В зависимости от степени детализации описания ТП различают следующие варианты:
- маршрутное описание ТП, это сокращенное описание всех технологических операций в маршрутной карте в последовательности их выполнения без указания переходов и технологических режимов;
- операционное описание ТП, это полное описание всех технологических операций в последовательности их выполнения с указанием переходов и технологических режимов;
- маршрутно-операционное описание ТП, это сокращенное описание технологических операций в маршрутной карте в последовательности их выполнения с полным описанием отдельных операций в других технологических документах.
При построении унифицированных ТП важную роль играет отношение подобия. Подобие - это отношение сходства между двумя или более системами, определяемое некоторыми общими свойствами. Возможен диапазон степени подобия от полного равенства (идентичности) до частичного сходства. Можно говорить о функциональном, структурном и других видах подобия. Идентичность - это отношение между объектами или процессами, характеризующимися одинаковыми свойствами.
Типовым называется ТП изготовления группы изделий с общими конструктивными и технологическими признаками. Типовая операция характеризуется единством содержания и последовательности технологических переходов для группы изделий с общими конструктивными и технологическими признаками. С точки зрения системологии к числу типовых принадлежат ТП, обладающие функциональной и структурной идентичностью и подобием параметров.
К групповым принадлежат технологические процессы и операции изготовления группы изделий с разными конструктивными, но общими технологическими признаками. Различие конструктивных признаков определяет различие структур ТП. Поэтому с точки зрения системологии к групповым относятся техпроцессы, обладающие функциональным, структурным и параметрическим подобием.
Единичный ТП предназначается для изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства.
Степень детализации описания ТП зависит от типа производства и стадии разработки технологической документации: для единичного и мелкосерийного производства применяют маршрутное и маршрутно-операционное описание, для серийного и крупносерийного - операционное.
Иерархия элементов технологических процессов
Выше приведена номенклатура рабочей технологической документации. Перейдем к рассмотрению внутримашинного представления результатов проектирования технологических процессов.
Методологической основой решения проблем внутримашинного представления является системология. Для системного анализа технологических процессов в машиностроении необходимо установить: 1. номенклатуру систем, 2. состав параметров и переменных системы каждого типа, 3. типаж межсистемных связей и их свойств.
Процессы, в том числе и технологические, представляют собой класс технических систем, отличительной особенностью которых является существенная зависимость от времени. Можно предложить следующую иерархическую классификацию элементов технологических процессов:
-шаг , простейший элемент управляющей программы (УП) для станка с числовым программным управлением (ЧПУ), кодируемый одним кадром и определяющий движение по заданной траектории (прямая, окружность и т.п.) при неизменных режимах обработки;
-ход , простейший элемент технологического процесса (ТП) и составной элемент УП, кодируемый несколькими кадрами и выполняемый при неизменных режимах обработки вдоль заданной направляющей и обрабатываемой поверхности;
-проход , элемент ТП, состоящий из одного или нескольких ходов и представляющий собой однократное движение инструмента относительно обрабатываемого объекта, в результате которого с поверхности или сочетания поверхностей снимается один слой материала;
-переход , элемент ТП, состоящий из одного или нескольких проходов и представляющий собой законченный процесс получения каждой новой поверхности или сочетания поверхностей изделия при обработке одним инструментом;
-позиция , часть ТП обработки одного или нескольких конструктивных элементов обрабатываемого объекта, выполняемая при определенном расположении его в приспособлении и приспособления относительно оборудования в начале и конце обработки;
-установ , часть ТП обработки изделия на одном рабочем месте при неизменном расположении его в приспособлении;
-операция , законченная часть ТП изготовления изделия, выполняемая на одном рабочем месте, например станке;
-маршрут обработки , совокупность операций этапов, состоящих из однородных по характеру и точности операций обработки, выполняемых непосредственно друг за другом в технологической последовательности;
-план обработки , совокупность этапов обработки, представляющая законченный технологический процесс изготовления изделия.
В приведенной классификации элементов технологических процессов одновременно описано служебное назначение этих элементов.
Построенная иерархия определяет базовую номенклатуру систем, используемых при проектировании технологических процессов. Полная номенклатура может быть получена с помощью родовидовой декомпозиции систем различных уровней.
Полный набор этапов из которых складывается первоначальный план обработки зависит от конкретных условий, однако, при этом можно выделить следующую базовую совокупность:
-термический 1 (улучшение, старение), предназначен для улучшения обрабатываемости материала и снятия внутренних напряжений заготовки;
-обработка баз, предназначена для формирования технологических баз с использованием черновых баз;
-черновой, предназначен для съема лишних припусков и позволяет получить 14 квалитет точности размеров детали;
-получистовой, предназначен для размерной обработки с точностью 12...13 квалитетов;
-термический 2, предназначен для закалки или улучшения;
-чистовой, предназначен для размерной обработки с точностью 9...11 квалитетов;
-термический 3, предназначен для азотирования или старения;
-отделочный, предназначен для размерной обработки с точностью 7...8 квалитетов;
-покрытий, предназначен для нанесения органических и неорганических покрытий;
-доводочный, предназначен для получения поверхностей с шероховатостью Ra=0.02.
![]()
Рис.8.3 Системная иерархия элементов технологических процессов
Родовидовая декомпозиция технологических операций определяется классификатором технологических операций. В зависимости от вида технологического процесса имеются следующие классы операций:
Операции общего назначения
Технический контроль
Перемещение
Испытания
Консервация и упаковывание
Литье металлов и сплавов
Обработка давлением
Обработка резанием
Термическая обработка
Фотохимико-физическая обработка
Формообразование из полимерных материалов, керамики, стекла, резины
Порошковая металлургия
Получение покрытий неорганических
Получение покрытий органических
Электрофизическая и электрохимическая обработка Напыление
Пайка
Электромонтаж
Сборка
Сварка
Имеются следующие группы технологических операций обработки резанием:
4280!Отрезная
4110!Токарная
4260!Фрезерная
4210!Сверлильная
4220!Расточная
4230!Программная
4130!Шлифовальная
4150!Зубообрабатывающая
4170!Строгальная
4175!Долбежная
4180!Протяжная
4190!Отделочная
!Прочие операции обработки резанием
Группа 4230 программных операций включает следующие операции:
4231!Расточная с ЧПУ
4232!Сверлильная с ЧПУ
4233!Токарная с ЧПУ
4234!Фрезерная с ЧПУ
4236!Шлифовальная с ЧПУ
4237!Комплексная на обрабатывающих центрах с ЧПУ
4238!Агрегатная с ЧПУ
4239!Комбинированная с ЧПУ
Номенклатура переходов определяется в соответствующих классификаторах. Для обработки резанием на станках с ЧПУ в этот набор входят такие переходы: точить, расточить, прорезать, подрезать, отрезать, центровать, сверлить, рассверлить, зенкеровать, развернуть, цековать, зенковать, нарезать резьбу, фрезеровать, шлифовать.
Модели данных элементов технологических процессов
Выше была установлена номенклатура элементов технологических процессов. Решение следующей системологической задачи связано с установлением для каждого элемента состава параметров и переменных. Параметр для каждой системы должен быть уникальным и однозначно определять ее. В качестве параметра в данном случае выступают обозначения: изделия, предприятия-изготовителя, документа и литера документа.
Для установления набора переменных элементов технологических процессов необходимо проанализировать свойства этих элементов. Свойства содержатся в ГОСТ 3.1103-82 "Основные надписи" и ГОСТ 3.1118-82 "Формы и правила оформления маршрутных карт". Ниже приведены наборы этих свойств.
План обработки (технологический процесс):
- обозначение предприятия-разработчика процесса
- наименование изделия
- обозначение изделия
- конструкторско-технологический код изделия
- обозначение документа
- литера документа
- код наименование, сортамент и размер материала
- код марка материала и обозначение стандарта, ТУ
- код материала по классификатору
- код единицы величины
- масса детали
- код единицы нормы расхода материала
- норма расхода материала
- коэффициент использования материала
- код заготовки
- код профиль и размеры исходной заготовки
- количество деталей из заготовки
- масса заготовки
- обозначение заказа
- объем производственной партии
- количество запусков в год
- коэффициент применения типовых технологических процессов
- норма времени на изделие
Операция
- обозначение изделия
- наименование этапа
- номер цеха
- номер участка
- номер рабочего места
- номер операции
- код операции по классификатору
- код обозначения документа
- код оборудования по классификатору
- код наименования оборудования
- код степени механизации
- код профессии по классификатору
- разряд работы
- код условий труда
- количество исполнителей
- количество одновременно изготовляемых изделий
- объем производственной партии
- коэффициент штучного времени
- норма подготовительно-заключительного времени на операцию
- норма штучного времени на операцию
- вспомогательное время на операцию
- основное время на операцию
- время на обслуживание рабочего места
- время на личные потребности
Установ
- обозначение изделия
- номер операции
- номер установа
- содержание действий
Позиция
- обозначение изделия
- номер операции
- номер установа
- X координата точки начала цикла
- Y координата точки начала цикла
- Z координата точки начала цикла
Переход
- обозначение изделия
- номер операции
- номер установа
- номер перехода
- код содержания перехода
- код приспособления
- количество приспособлений
- код вспомогательного инструмента
- количество вспомогательного инструмента
- код режущего инструмента
- количество режущего инструмента
- код слесарно-монтажного инструмента
- количество слесарно-монтажного инструмента
- код специального инструмента
- количество специального инструмента
- код средств измерения инструмента
- количество средств измерения инструмента
Свойства технологических переходов для различных методов изготовления отличаются друг от друга. Ниже приведена концептуальная схема параметров перехода обработки резанием на станках с числовым программным управлением в соответствии с ГОСТ 3.1418-82.
Параметры технологического перехода обработки резанием:
- обозначение изделия
- номер операции
- номер установа
- номер перехода
- номер позиции инструментальной наладки
- расчетный размер обрабатываемого диаметра (ширины) детали
- расчетный размер длины рабочего хода
- глубина резания
- число проходов
- подача
- частота вращения шпинделя
- скорость резания
- вспомогательное время на переход
- основное время на переход
С точки зрения автоматизированного проектирования спроектировать технологический процесс ¾ это значит заполнить данными его концептуальную модель, состоящую из таблиц приведенного выше содержания. Заполнение данными производится полуавтоматически в диалоге ЭВМ с человеком, или автоматически с помощью баз знаний.
Системный анализ действий проектирования технологических процессов
Процесс принятия проектных решений при проектировании технического процесса представлен в табл.2. На первой стадии проектирования разрабатывается план работки, состоящий из этапов, включающих как механосборочные этапы, обеспечивающие обработку детали с различной точностью и шероховатостью поверхностей (черновые, получистовые, чистовые, отделочные, доводочные), так и этапы термической обработки, покрытий и прочие. Разработка плана обработки заданной детали начинается с выбора заготовки и проектирования при необходимости соответствующих заготовительных этапов и этапов обработки баз.
Перед тем, как выбирать заготовку, необходимо на все обрабатываемые поверхности детали назначить припуски. Припуск на поверхность зависит от квалитета, по которому она должна быть выполнена в детали, и ее состояния в заготовке. Соотношение этих квалитетов определяет номенклатуру и количество стадий обработки, которые должна пройти эта поверхность.
Выбор заготовки определяет содержание первых этапов плана обработки ¾ заготовительного, предназначенного для получения заготовки, и ее термообработки.
Выбор одного или нескольких вариантов заготовок фиксирует вход проектируемого технологического процесса или нескольких его вариантов. Описание выхода ТП зафиксировано в конструкторской документации на изготовляемую деталь.
Последовательность выбранных этапов обработки или несколько вариантов таких последовательностей определяет укрупненную структуру проектируемого ТП, из которой вытекает расцеховка обрабатываемого объекта. Далее уточняется оборудование, используемое на каждом этапе, и формируется один или несколько вариантов маршрута обработки.
При проектировании операции назначаются приспособления, необходимые для крепления заготовки или полуфабриката на станке.
Назначение параметров установа фиксирует расположение обрабатываемого объекта относительно приспособления, а расположение приспособления относительно оборудования фиксирует позицию, определяя окончательно связь системы координат изготовляемой детали с системой координат используемого оборудования.
При проектировании перехода фиксируются решения относительно применяемого инструмента, используемой схемы траектории этого инструмента относительно детали и параметров расчета этой схемы, а также режимов обработки.
Расположение проходов детализирует структуру схемы обработки при выполнении перехода.
Наконец, формирование управляющей программы (при необходимости) сводится к расчету ходов и кодированию кадров УП. Эта функция выполняется самостоятельной системой автоматизации программирования, исходные данные для которой передаются из описываемой системы САПР ТП.
9. Автоматизация операционных процессов, технологические машины и системы ЧПУ, промышленные роботы и автоматизация контроля и диагностики
Основные понятия и функциональная схема автоматизированного операционного технологического процесса
Технологическая операция - законченная часть технологического процесса, выполняемая на одном рабочем месте.
Рабочее место (РМ) - часть производственной системы, созданная на базе рабочей машины или комплекта технических средств, необходимых для выполнения технологической операции. РМ образует производственную ячейку, представляющую собой совокупность рабочей машины, в которой размещаются материалы или заготовки, средства воздействия на них, а также вспомогательного оборудования и технологической оснастки. Технологическая оснастка состоит из приспособлений, предназначенных для установки или направления предмета труда или инструмента при выполнении технологической операции, и инструментов, предназначенных для воздействия на предмет труда с целью изменения его состояния.
Рассмотрим функциональную схему автоматизированного рабочего места (рис.9.1). Для выполнения технологической операции необходимы средства реализации следующих функций:
- управления, контроля и диагностики;
- установки заготовок на рабочую машину (станок);
- смены инструмента в рабочей позиции;
- обработки детали;
- съема детали и инструментов со станка.
Функция управления, контроля и диагностики необходима для преобразования конструкторско-технологических данных, представленных в форме технологической документации и управляющих программ в команды управления комплексом средств технологического оснащения. Помимо этого функция управления осуществляет преобразование сигналов обратной связи об исполнении команд и ходе технологического процесса. Выполнение этой функции обеспечивается системой ЧПУ станка и робота при участии оператора.
Функция установки заготовок на станок осуществляет изменение положения заготовки, перемещая ее из транспортного средства или накопителя (склада) с установкой ее на станке. Эта функция реализуется роботом или специальным манипулятором.
Функция смены инструмента в рабочей позиции осуществляет изменение расположения инструмента, перемещая его из накопителя или из нерабочей позиции в позицию, в которой инструмент может выполнять рабочий процесс. Эта функция реализуется устройством размещения и смены инструментов.
Функция обработки детали осуществляет изменение состояния заготовки и выполняется рабочей машиной (станком).
Функция съема детали и инструментов со станка изменяет расположение предмета труда и инструментов, освобождая от них станок. Функция реализуется теми же средствами, которые использовались для установки детали и инструментов.
Операции механической обработки деталей заключаются в воздействии некоторого рабочего органа (инструмента) на обрабатываемый объект с целью изменения его формы и размеров. Для выполнения этих операций рабочие органы должны совершать по отношению к обрабатываемым объектам определенные перемещения. Реализация этих перемещений осуществляется станками с ЧПУ, в состав которых включаются необходимые рабочие органы. Технологические процессы, реализуемые на станках с ЧПУ, относятся к классу машинных технологических процессов.
Методы расчета управляющих программ для станков с ЧПУ базируются на математических моделях машинных технологических процессов, самих технологических машин - станков и их оснастки, а также обрабатываемых объектов.
Фундаментом для построения любой математической модели является то или иное пространство, в котором строится эта модель. При рассмотрении произвольного процесса принято использовать фазовое пространство, которое представляет собой множество всевозможных состояний этого процесса.
Рассмотрим фазовые пространства машинных технологических процессов
Одной из основных характеристик любого пространства является его размерность, которая для фазовых пространств определяется числом параметров, необходимых для описания соответствующих процессов. В число основных параметров, необходимых для описания машинного технологического процесса входят, прежде всего, координаты, определяющие расположение рабочего органа в процессе его перемещения относительно обрабатываемого объекта. Вторую группу основных параметров составляют скорости перемещения по этим координатам.
Для описания машинных технологических процессов могут быть использованы методы классической механики систем, состоящих из конечного числа твердых тел, в качестве которых можно рассматривать рабочие органы. Как известно, максимальная размерность фазового пространства системы из k твердых тел равна 12k. Отсюда следует, что максимальная размерность фазового пространства процесса, выполняемого одним рабочим органом, равняется 12. Однако практически закономерности, лежащие в основе конкретных рабочих процессов, накладывают связи на отдельные параметры, что в большинстве случаев приводит к уменьшению размерности фазовых пространств реальных технологических процессов, представленных в табл.9.1.
Перемещения рабочих органов, необходимые для выполнения заданных воздействий на обрабатываемый объект, осуществляются путем геометрического сложения перемещений рабочего органа и обрабатываемого объекта. В свою очередь, их абсолютные движения складываются из элементарных движений отдельных исполнительных органов, на которых закреплены соответственно рабочий орган и обрабатываемый объект.
Чтобы осуществить заданные движения к исполнительному органу должно быть подведено определенное количество механической энергии, для чего он включается в состав устройства, именуемого исполнительным агрегатом или приводом исполнительного органа.
Привод исполнительного органа является одним из основных структурных элементов любой современной технологической машины и первичным управляемым объектом. В этой связи станки с ЧПУ можно рассматривать как комплекс ее исполнительных агрегатов, объединенных системой управления.
При анализе структуры какой-либо технологической машины с ЧПУ необходимо прежде всего установить вид приводов исполнительных органов, количество их и порядок совместной работы, реализуемый системой управления.
Различные виды приводов исполнительных органов можно классифицировать по геометрической форме движения и типу управления. По геометрической форме движения приводы делят на линейные или поступательные и круговые или вращательные. С точки зрения управления обе эти разновидности могут иметь управление скоростью движения, управление по конечному положению и управление траекторией.
В случае управления первого типа программируется лишь скорость движения, а величины перемещений не задаются. При этом возможны два подтипа: ступенчатое управление скоростью и непрерывное. Управление второго типа, при котором не программируется скорость движения, принято называть позиционным или координатным. В третьем типе управления обычно выделяют два подтипа: упрощенный линейный, позволяющий реализовать лишь простейшие траектории, например в декартовых координатах, траектории, состоящие только из отрезков прямых, и контурный, позволяющий реализовать практически любую траекторию рабочего органа относительно изделия. Помимо этого существуют приводы исполнительных органов комбинированного типа, способные работать как в режиме позиционирования, так и в качестве приводов контурного типа.
На основании изложенного можно составить следующую таблицу (см. табл.9.2) классификации приводов исполнительных органов технологических машин с ЧПУ, введя для каждого из типов специальные обозначения.
Таблица 9.1 Фазовые пространства технологических процессов
ФАЗОВАЯ РАЗМЕРНОСТЬ |
НАИМЕНОВАНИЕ ОПЕРАЦИИ |
ФАЗОВЫЕ ПАРАМЕТРЫ | |||||||||||
| X | Y | Z | A | B | C | Vx | Vy | Vz | Wa | Wb | Wc | ||
| 12 | Строгальная | + | + | + | + | + | + | + | + | + | + | + | + |
| 11 | Фрезерная пятикоординатная | + | + | + | + | + | ¾ | + | + | + | + | + | + |
| 10 | Прорезка канавок на пов. вращения | + | ¾ | + | + | + | + | + | ¾ | + | + | + | + |
| 7 | Фрезерная трехкоординатная | + | + | + | ¾ | ¾ | ¾ | + | + | + | ¾ | ¾ | + |
| 5 | Токарная | + | ¾ | + | ¾ | ¾ | ¾ | + | ¾ | + | ¾ | ¾ | + |
| 2 | Электроэрозионная (2-х координатная) | + | + | ¾ | ¾ | ¾ | ¾ | ¾ | ¾ | ¾ | ¾ | ¾ | ¾ |
| 1 | Раскройная (на гильотинных ножницах) | + | ¾ | ¾ | ¾ | ¾ | ¾ | ¾ | ¾ | ¾ | ¾ | ¾ | ¾ |
Приводы с управлением скоростью движения используются в металлорежущих станках в качестве приводов главных движений, формирующих номинальную скорость резания.
Приводы исполнительных органов с управлением по конечному положению используют для установочных перемещений в процессе вспомогательных ходов, в течение которых рабочие органы не воздействуют на обрабатываемый объект.
Приводы с управлением движением используются в основном для реализации рабочих ходов, выполняемых исполнительными органами станков с ЧПУ в процессе непосредственного воздействия рабочего органа на обрабатываемый объект.
Для выполнения рабочего процесса система ЧПУ технологической машиной должна управлять совместной работой исполнительных агрегатов различных типов в определенном порядке.
Простейший порядок определяет последовательный характер работы исполнительных агрегатов, когда работа одного агрегата может начаться лишь по завершении работы другого.
Наиболее распространенный порядок определяет совместную одновременную работу нескольких агрегатов, в результате чего появляется возможность формирования различных траекторий движения рабочего органа относительно обрабатываемого объекта.
Наконец, возможно независимое управление работой какого-либо агрегата или комплекса агрегатов от других.
Таблица 9.2 Классификация приводов исполнительных органов
ВИД ПЕРЕМЕЩЕНИЯ ИСПОЛНИТЕЛЬ-НЫХ ОРГАНОВ |
ВИД УПРАВЛЕНИЯ | |||||
| Скоростью | Поло- жени- ем |
Движением | Комби ниро- ван- ное |
|||
ступен- чатое |
непре- рывное |
линей- ное |
контур- ное |
|||
| Прямолинейный | VSs | VCs | Ps | Ls | Cs | Us |
| Вращательный | VSr | VCr | Pr | Lr | Cr | Pr |
Если для каждого из перечисленных порядков управления ввести условные обозначения наподобие знаков алгебраических операций, то, объединяя с их помощью символ, определяющие типаж приводов исполнительных органов данной технологической машины с ЧПУ, можно построить структурную формулу этой машины. Закон совместной работы представляется в виде алгебраического сложения с допущением правила приведения подобных членов, последовательный закон - в виде умножения отдельных символов или многочленов, заключенных в круглые скобки, а выражения, определяющие структуру независимых комплексов исполнительных агрегатов, отделять друг от друга символом "точка с запятой".
Станки с ЧПУ делятся на следующие основные классы:
- сверлильные и расточные;
- токарные;
- фрезерные;
- токарно-фрезерные;
- сверлильно-фрезерные;
- шлифовальные;
- электроэрозионные.
Типичные структурные формулы для станков перечисленных классов:
VSr(2Ps)Ls - координатно-сверлильный или расточной станок с крестовым столом, ступенчатое управление скоростью вращения привода главного движения, позиционирование по двум координатам, управление рабочим ходом;
VSr(2Cs) - токарный станок, ступенчатое управление скоростью вращения привода главного движения, контурное управление по двум координатам (рис.1);
VSr(3Cs) – фрезерный станок, ступенчатое управление скоростью вращения привода главного движения, контурное управление по трем координатам (рис.3);
VCr(2Cs);(3Cs) – токарно-фрезерный станок, непрерывное управление скоростью вращения привода главного движения, контурное управление по двум координатам при точении и по трем – при фрезеровании (рис.2);
VCr(3Us)Pr – сверлильно-фрезерный станок, непрерывное управление скоростью вращения привода главного движения, комбинированное управление по трем координатам и позиционное поворотным столом;
VSr(2Cs) – шлифовальный станок, ступенчатое управление скоростью вращения привода главного движения, контурное управление по двум координатам;
2Ps – электроэрозионный станок позиционное управление по двум координатам.
Системы числового программного управления
Система числового программного управления (СЧПУ) представляет собой совокупность устройства числового программного управления (УЧПУ), устройства управления электроавтоматикой станка (программируемый контроллер), устройства управления приводами подач и датчиков обратной связи.
Общая функция УЧПУ заключается в декодировании управляющей программы и выдаче управляющих сигналов на устройства управления приводами подач. Общая функция декомпозируется на пять подфункций.
Таблица 9.3 Функции устройств числового программного управления
| СОДЕРЖАНИЕ | ВЫПОЛНЯЕМЫЕ ДЕЙСТВИЯ |
Ввод и редактирование исходной программы |
-ввод программы с носителя -контроль правильности программы -визуализация программы с помощью дисплея -запись в ОЗУ отредактированной программы |
| Преобразование программы | -преобразование программы в двоичный адресный код -вычисления вспомогательных величин (винтовая интерпо- ляция, коррекция эквидис- танты, ускорения и т.д.) |
| Интерполяция траектории | -интерполяция участков траектории в реальном масштабе времени -поддержка постоянной контурной скорости -поддержка скорости резания -стабилизация ускорений |
Преобразование информации в команды движения исполнительных органов |
-прием информации с датчиков обратной связи -формирование сигнала ошибки -компенсация динамической ошибки |
Перемещение исполнительных органов |
-отработка информации исполнительными двигателями |
При наличии датчиков обратной связи управляющие сигналы формируются с учетом сигналов от этих датчиков, определяющих фактическое положение исполнительных агрегатов.
В приводе разомкнутых систем отсутствует датчик обратной связи, контроль величины перемещения осуществляется шаговыми двигателями.
УЧПУ управляет траекторией инструмента. Функция программируемого контроллера (ПК) заключается в подаче команд на приводы главного движения, переключения коробки передач, приводы подачи охлаждения и т.п.
По способу реализации основных функций системы ЧПУ делятся на следующие группы.
Таблица 9.4 Виды систем ЧПУ
| ОБОЗНАЧЕНИЕ | ОПРЕДЕЛЕНИЕ |
| NC | Системы ЧПУ(Numerical control), построенные на базе специальных блоков аппаратуры |
| CNC | Системы ЧПУ, содержащие в своем составе ЭВМ или процессор для выполнения основных функций (Computer numerical control) |
| CNC-NC | Системы ЧПУ, смешанного класса |
| HNC | Разновидность NC (Hand NC) с ручным вводом программы с пульта устройства ЧПУ |
| SNC (MNC) | Разновидность NC (Speicher NC, Memory NC), имеющая память для хранения всей управляющей программы |
| MPST | Децентрализованные мультипроцессорные системы ЧПУ |
| DNC | Системы управления группой станков от общей ЭВМ (Direct NC), осуществляющей хранение и распределение программ по запросам от устройств ЧПУ станков |
В зависимости от технологического назначения систем и их состава выделяют следующие типы систем ЧПУ: позиционные и контурные, замкнутые и разомкнутые.
Позиционные предназначены для управления сверлильной и расточной обработкой.
Контурные применяют для токарных, фрезерных, элекроэрозионных станков.
Обозначения СЧПУ складываются из буквы, определяющей вид управления приводами подач, двух цифр, первая из которых определяет общее количество управляемых координат, а вторая - из них одновременно. Далее через дефис следует цифра, определяющая тип привода подач. Используются следующие обозначения:
П -позиционные(управление положением), Н -контурные(управление движением), У-универсальные (совмещают два режима работы);
1-шаговый привод, 2-следящий привод.
Например,Н32-1м означает контурная, З-х координатная, одновременно управляются две координаты, с шаговым приводом (т.е. разомкнутая).
Наиболее распространены: Н22,Н33 и Н55
Как правило в современных системах поддерживается линейно-круговая интерполяция, хотя есть и другие ее виды :только линейная, сферическая, эллиптическая, параболическая и т.п.
Устройства установки и съема заготовок и деталей
Функции установки и съема заготовок и деталей выполняются промышленными роботами и специализированными устройствами. Промышленный робот (ПР) - это машина-автомат, предназначенная для воспроизведения некоторых двигательных функций человека при выполнении вспомогательных и основных производственных операций и наделенная для этого некоторыми способностями человека (силой, памятью), а также способностью к обучению для работы в комплексе с другим оборудованием.
ПР являются частью таких систем, как РТК, которые могут функционировать автономно и осуществлять многократные циклы по изготовлению партий деталей или оперативно перенастраиваться под обработку индивидуальных деталей.
Кроме ПР используются автооператоры - автоматические машины, состоящие из исполнительного устройства в виде манипулятора (совокупность манипулятора и устройства передвижения) и неперепрограммируемого устройства управления. Автооператоры предназначены для выполнения одной заданной операции.
Робот состоит из:
- манипулятора
- системы программного управления
- информационной системы.
Манипулятор - устройство, предназначенное для выполнения двигательных функций, аналогичных функциям руки человека при перемещении тела в пространстве или действующее автоматически. Манипулятор оснащается рабочим органом, предназначенным для непосредственного выполнения технологических операций и (или) вспомогательных переходов.
Система программного управления - совокупность средств, предназначенных для формирования и выдачи управляющих воздействий в соответствии с заданной программой. Ввод новых программ может осуществляться с управляющих ЭВМ более высокого уровня или с помощью человека-оператора. Перепрограммирование изменяет последовательность и (или) значения перемещений рабочих органов ПР
Информационная система - совокупность средств для получения и обработки информации о собственном состоянии промышленного робота и состоянии внешней среды.
Производственные роботы используются для выполнения технологических операций различных видов производств - литейного, сварочного, кузнечно-прессового, сборочного, окрасочного и т.п. Транспортные роботы предназначаются для межоперционной передачи заготовок, для автоматической загрузки и выгрузки, для укладки готовых изделий в тару и т.п.
Степень универсальности роботов обусловливает необходимый уровень соответствия ПР запланированным работам. Специальные ПР предназначаются обычно для выполнения однотипных операций. Они просты, экономичны и удобны в эксплуатации. Специализированные ПР используются для выполнения однотипных операций, в пределах которых обладают необходимой гибкостью. Технологические возможности специализированных роботов, состоящих из унифицированных модулей, расширяются путем варьирования компоновки ПР в зависимости от конкретных требований производства. Универсальные ПР предназначены для выполнения самых разнообразных операций при обширной номенклатуре изделий. Роботы этого типа имеют возможность быстрого перепрограммирования, но они соответственно дороже и сложнее в эксплуатации. Универсальные ПР обладают :6-ю и более степенями подвижности.
Роботы с неподвижными корпусами используются как при обслуживании различного оборудования, так и при выполнении основных технологических операций. При этом они могут устанавливаться на подставках различных конструкций перед обслуживаемым оборудованием или непосредственно на нем. Эти ПР удобны в эксплуатации, но их технологические возможности ограничены пределами рабочей зоны манипулятора.
Подвижные напольные ПР перемещаются вдоль технологического оборудования на рельсовых направляющих или на автоматических тележках-робокарах. Подвижные подвесные ПР передвигаются по монорельсам, расположенным над обслуживаемым оборудованием. Подвижные ПР могут обслуживать несколько единиц технологического оборудования, расположенного вдоль трассы передвижения. Это расширяет технологические возможности ПР, но усложняет условия эксплуатации. Особую группу составляют ПР вертикального перемещения, использующие захватные устройства для пошагового перемещения по стенкам.
Грузоподъемность определяет способность ПР брать, удерживать и транспортировать предметы с регламентируемой массой. Эта характеристика ПР наряду с подвижностью корпуса является одной из основных классификационных характеристик. Сверхлегкие роботы грузоподъемностью не выше 1 кг в основном применяются на вспомогательных операциях и при сборке. Обычно они представляют собой простые специализированные пневматические ПР, обладающие высоким быстродействием. ПР малой грузоподъемности обладают средним быстродействием и более сложной кинематикой движений при различных типах приводов. ПР средней грузоподъемности бывают специальными, специализированными и универсальными. Приводы у них чаще всего гидравлические, электромеханические и универсальные, обеспечивающие скорость перемещений около 0,5 м/с. Тяжелые ПР грузоподъемностью свыше 100 кг относятся к группе специальных и специализированных. Движения реализуются гидравлическими и электромеханическими приводами с малым быстродействием.
Классификация промышленных роботов (ПР)
| Классификационные признаки | Подклассы промышленных роботов | ||
| По функциональному назначению | Производственные | ||
| Транспортные | |||
| По специализации | Универсальные | ||
| Специальные | |||
| Специализированные | |||
| По мобильности | Стационарные | Встроенные в оборудование | |
| Напольные | |||
| Передвижные | Напольные | ||
| Подвесные | |||
| Вертикального перемещения | |||
| По грузоподъемности | Сверхлегкие (до 10 Н) | ||
| Малой грузоподъемности (до 100 Н) | |||
| Средней грузоподъемности (до 2000 Н) | |||
| Большой грузоподъемности (свыше 2000 Н) | |||
| По типу привода | Электромеханические | ||
| Пневматические | |||
| Гидравлические | |||
| Комбинированные | |||
| По типу системы управления | Программируемые | Цикловые | |
| Позиционные | |||
| Контурные | |||
| Адаптивные | |||
| По типу системы координат | Прямоугольные | ||
| Полярные | Цилиндрические | ||
| Сферические | |||
| Ангулярные | |||
| По точности позиционирования | Малая (погрешность 1 мм и более) | ||
| Средняя (погрешность от 0,1.до.1 мм) | |||
| Высокая (погрешность менее 0,1) | |||
| По степени подвижности манипулятора | Малая (с числом степеней свободы до 3) | ||
| Средняя (с числом степеней свободы от 4 до 6) | |||
| Высокая (с числом степеней свободы 6 и более) | |||
| По быстродействию | Малое (линейная скорость до 0,5 м/с) | ||
| Среднее (линейная скорость от 0,5 до 1,0 м/с) | |||
| Большое (линейная скорость свыше 1,0 м/с) | |||
| По числу манипуляторов | Одноманипуляторные | ||
| Двухманипуляторные | |||
| Многоманипуляторные | |||
Пневматические приводы применяются в ПР с грузоподъемностью, как правило, до 10 кг и создаются на базе пневматических цилиндров и турбинок. Преимущество подобных приводов заключается в простоте и надежности конструкции, а также дешевизне сжатого воздуха как вида энергии. Недостатки прежде всего связаны со сложностью промежуточного позиционирования исполнительного механизма и управлению скоростью при перемещении. Гидравлические приводы применяются в ПР с большой грузоподъемностью и создаются на базе гидравлических цилиндров и двигателей. Гидравлические приводы компактны и способны развивать большие усилия. Технологические возможности их расширяются за счет обеспечения регулирования усилий в исполнительных механизмах и скоростей перемещения. Недостатки данных приводов—небольшая быстроходность и повышенные требования к условиям эксплуатации, связанные с использованием жидкости в качестве рабочего тела. Электромеханические приводы применяются в ПР с различной грузоподъемностью и создаются на базе электродвигателей постоянного и переменного тока, а также шаговых двигателей. Роботы с электроприводами обладают наибольшей технологической гибкостью и хорошо стыкуются с обслуживаемым оборудованием. Они достаточно надежны в работе, просты в обслуживании, регулировании, не имеют трубопроводов, так как питаются электроэнергией. К их недостаткам можно отнести сравнительно низкие показатели удельной мощности. Комбинированные приводы представляют собой различные сочетания рассмотренных типов приводов и создаются для расширения технологических возможностей ПР.
Цикловое программное управление обеспечивает обычно позиционирование с помощью механических упоров, располагаемых в крайних положениях по каждой степени подвижности. Для увеличения числа точек позиционирования применяют дополнительные промежуточные выдвижные упоры. Цикловые системы наиболее просты, дешевы и надежны в эксплуатации. Их недостатками являются малая универсальность и ограниченные технологические возможности. Позиционное программное управление обеспечивает от десятков до сотен программируемых точек траектории движение по каждой степени подвижности. В этом случае при программировании задается соответствующий набор точек рабочей зоны, через которые последовательно должны пройти звенья манипулятора при выполнении программы. Позиционное управление повышает универсальность и технологические возможности ПР, однако не позволяет регулировать траектории между заданными точками. Контурное управление позволяет производить перемещение манипуляторов ПР по непрерывным траекториям и с непрерывно программируемой скоростью движения. Комбинированные системы программного управления создаются для оптимального сочетания цикловых, позиционных и контурных типов управления. Адаптивное управление обеспечивает расширение возможностей ПР за счет использования систем очувствления на базе сенсорных устройств, позволяющих определять положение, конфигурацию и другие параметры объектов манипулирования и окружающей среды. В соответствии с полученными сигналами производится автоматическое изменение управляющей программы. Адаптивные ПР могут работать в условиях неопределенности без специальных приспособлений, например для ориентации деталей перед захватом.
Степень подвижности определяет способность ПР к выполнению сложных движений в процессе работы. Малая подвижность—с числом степеней подвижности до 3 характерна для специальных роботов. Она упрощает конструкцию ПР, но одновременно ограничивает его возможности. Средняя подвижность—с числом степеней подвижности до 6 -- характерна для специализированных и универсальных ПР. Высокая подвижность предполагает наличие более 6 степеней подвижности. В промышленном производстве целесообразность использование такого числа степеней подвижности возникает сравнительно редко.
Число манипуляторов наряду с быстродействием обусловливает производительность ПР. Одноманипуляторные ПР применяются для осуществления транспортно-установочных операций с высоким быстродействием или для обслуживания технологического оборудования при выполнении основной операции, требующей значительного машинного времени. Двухманипуляторные ПР используются для взятия, транспортировки, загрузки и разгрузки изделий при обслуживании оборудования с малым рабочим циклом. Два манипулятора позволяют совмещать операции загрузки и разгрузки, что сокращает продолжительность технологического процесса. Многоманипуляторные роботы относятся к группе специальных и используются в производствах, имеющих возможность одновременного обслуживания нескольких единиц технологического оборудования. Захватные устройства манипуляторов
Классификация захватных устройств
| Классификационные признаки | Подклассы захватных устройств |
| По способу удержания | Схватывающие (губки, пинцеты, клещи) |
| Поддерживающие (вилки, лопатки) | |
| Удерживающие (обеспечивают силовое воздействие на объект за счет использования различных физических явлений: магнитных, вакуумных) | |
| По принципу действия | Механические |
| Пневматические | |
| Магнитные | |
| Прочие(например, электростатические) | |
| По способу базирования | Способные к перебазированию (центрирующие, базирующие, фиксирующие |
| Неспособные к базированию |
Устройства автоматической смены инструмента
Устройства автоматической смены инструмента состоят из:
- инструментальных магазинов;
- загрузочно-разгрузочных устройств;
- транспортных устройств;
- промежуточных накопительных устройств.
Инструментальные магазины - накопители, предназначенные для хранения инструментов, делятся на две группы. К первой относятся магазины, в которых инструменты, необходимые для обработки определенной заготовки, устанавливаются в требуемой последовательности. Инструменты, как правило, закрепляются в гнездах устройства и не меняются в течение обработки всей партии заготовок. Такое устройство представляет собой многоинструментальную головку, в которой последовательная смена инструмента осуществляется при повороте головки. Такие устройства характерны для токарных станков.
Ко второй группе относятся магазины, предназначенные только для хранения инструментов. Такие магазины могут быть дискового, барабанного и цепного типов. Наибольшее количество инструментов может быть установлено в цепных и многодисковых магазинах.
В качестве загрузочно-разгрузочных устройств смены инструментов используются одно- и двухзахватные манипуляторы-автооператоры, управляемые от ЧПУ станка.
В качестве транспортных устройств могут использоваться либо непосредственно дисковые или барабанные магазины, либо специальные приспособления. В первом случае производится автоматическая замена магазинов целиком с помощью мостовых кранов. Во втором, приспособление устанавливается на стол станка и автооператор производит перезагрузку инструментального магазина.
В качестве промежуточных накопительных устройств используются расположенные у станка или у группы станков инструментальные автоматизированные склады в виде магазинов дискового, барабанного и цепного типов.
Автоматизация контроля и диагностики
Технический контроль - это проверка соответствия объекта установленным техническим требованиям. Всякий контроль сводится к осуществлению двух основных этапов:
- получение первичной информации о фактическом состоянии объекта;
- сопоставление первичной информации с заранее установленными требованиями, нормами, критериями.
Техническое диагностирование - процесс определения технического состояния объекта с определенной точностью. Т.о. технический контроль всегда содержит диагностирование.
Система контроля и диагностики (СКД) в ГПС - упорядоченная совокупность технических средств, алгоритмов и программ, а также необходимой документации, предназначенная для автоматического выполнения операций измерения, диагностирования, контроля и выработки корректирующих воздействий для системы управления ГПС.
Классификация функций технического контроля приведена в табл.9.5.
Таблица 9.5. Классификация функций контроля и диагностики
| Производственный контроль | Контроль качества продукции основного и вспомогательного производства | Входной контроль |
| Операционный контроль | ||
| Приемочный контроль (Контроль функционирования при приемо- сдаточных испытаниях) | ||
| Контроль технологических процессов и технологической среды | Непрерывный контроль | |
| Периодический контроль | ||
| Эксплуатационный контроль | Контроль технического состояния и диагностирование с поиском дефектов | Основного технологического оборудования |
| Систем транспортно-складских | ||
| Контроль средств АСУ | Функциональный контроль | |
| Параметрический контроль |
10. Автоматизация подготовки управляющих программ для станков с ЧПУ
В задачу подготовки управляющих программ для станков с ЧПУ входят проектирование операционного технологического процесса, а также расчет и кодирование управляющей программы.
Технологические процессы, выполняемые на станках с ЧПУ, относятся, как правило, к классу единичных. Структура единичного технологического процесса заранее не известна и генерируется в процессе проектирования. Она зависит от структуры оригинальной сборочной единицы или детали, для изготовления которой предназначается технологический процесс.
Дискретная технология Tg и в этом случае формально представляется совокупностью двух множеств
Tg = < A, F>, (10.1)
где множество операндов A - объектов обработки - состоит из конечного множества типов элементов A = a1, a2,..., ak, над которыми могут выполняться технологические действия из конечного множества типов технологических действий F = f1, f2,..., fn , составляющих базу технологии, в которой ни одно из fi не может быть выражено через другое.
При проектировании единичных техпроцессов в качестве элементов множества операндов A принимаются типовые элементы формы детали, а сборочно-сварочных техпроцессов типовые соединения. Элементами множества F при этом являются переходы обработки, соединенные в типовые, проверенные на практике последовательности - технологические модули. Задача формирования структуры рабочего техпроцесса заключается в выборе на основе анализа данных об изготовляемом операнде ai типовой цепочки переходов <fi1, fi2,...fin>.
Таким образом в данном случае задача состоит в установлении набора элементов формы ai и их свойств, набора технологических переходов fi и их свойств, а также функциональных связей между ai и технологическими модулями из fi.
Набор элементов формы может меняться от производства к производству, но имеет общее ядро. В табл.10.1 приведен пример набора элементов формы ai корпусных деталей.
Таблица 10.1 Элементы формы
| No | Наименование элемента формы |
1 2 3 4 10 15 16 17 |
отв. цил. сквозное отв. цил. глухое (дно плоск.) отв. цил. глухое (дно конич.) отв. цил. сквозное с фаской отв. цил. резьбовое сквозное с фаской плоскость открытая контур наружный контур внутренний |
Технологическая база, определяющая технологические возможности производственной системы, содержит помимо номера типового перехода и его наименования вид используемого режущего инструмента для последующего отбора его из базы данных, этап обработки, на котором применяется переход, обеспечиваемые на данном переходе квалитет и шероховатость, а также приоритет, по которому производится упорядочение переходов при формировании операции.
Для выполнения процесса проектирования необходимо задать общие данные детали и заготовки, а также данные обрабатываемых элементов.
Данные элементов формы, используемые при проектировании технологических процессов, приведены в табл.10.3. Они включают указание стороны детали, которой принадлежит элемент, начальный и конечный номера элементов данного типа на стороне, наименования конструкторско-технологических элементов (плоскость, отверстие гладкое, отверстие глухое и т.п.) к числу которых принадлежит данный элемент формы. Элемент формы, определенный своим именем, задается величиной Ra шероховатости поверхности и набором размеров с указанием их типов и квалитетов.
Таблица 10.3 Данные элементов формы
| Имя поля | Формат | Наименование |
| STOR | A1 | сторона детали |
| NKTE1 | I3 | номер констр.-технол. элемента (начальный) |
| NKTE2 | I3 | номер констр.-технол. элемента (конечный) |
| KTE | A19 | конструкторско-технологический элемент |
| EFO | A49 | элемент формы |
| TRZM1 | A21 | тип размера 1 |
| RAZM1 | F7.2 | размер 1, мм |
| IT1 | I2 | квалитет размера 1 |
| Ra1 | F7.3 | шероховатость Ra поверхности 1 ЭФО, мкм |
| RZMZG | F7.2 | размер заготовки, мм |
| KVZ | I2 | квалитет размеров заготовки |
| GRMIZ | A22 | группа материала детали |
| Gb | F7.2 | временное сопротивление материала, МПа |
Таблица 10.4 Типаж размеров
| No | Тип размера | No | Тип размера |
1 2 3 4 5 6 7 8 9 10 |
диам. нар.(D) диам. внут.(d) лин. ос. нар.(H) лин. ос. внут.(h) лин. нар.(L) лин. внут.(l) рез. мет.(M) угловой (A) уклон (U) конусность (C) |
11 12 13 14 15 16 17 18 19 20 |
рез. мет.кон.(MK) рез. трап.(Tr) рез. уп.(S) рез. труб.(G) рад. вып.(R) рад. вог.(r) шаг резьбы (P) дуговой (a) шир. фас. нар.(F) шир. фас. внут.(f) |
Формирование структуры технологического процесса выполняется базой знаний. Эта моделируется с помощью направленного И/ИЛИ графа в вершинах которого располагаются наименования переходов, последовательность выполнения которых определяется дугами. Дуги могут иметь условия, определяющие выбор технологии в зависимости от свойств детали и ее заготовки. Разработка таких баз знаний ведется в системе СПРУТ-ТП и не требует от эксперта никаких знаний в программировании
Экран СПРУТ-ТП приведен на рис.10.1.
Рис.10.1. Экран формирования технологической базы знаний структурного синтеза
В левом верхнем углу экрана находится функциональная группа элементов, предназначенная для привязки метода к объекту (рис.10.2).
Рис.10.2. Группа элементов для привязки метода к объекту
Библиотека — текущий файл библиотеки объектов.
Объект — идентификатор (короткое имя) текущего объекта.
Кнопка «¯» — выбор объекта из текущей библиотеки.
Имя — наименование (длинное имя) текущего объекта.
Сверху, по центру экрана находится функциональная группа элементов, с помощью которой устанавливается вид ТП, при проектировании которого будет применяться данный метод (рис.10.3).
![]()
Рис.10.3. Группа элементов установления вида ТП
Стрелка вниз — выбор вида технологического процесса.
В правом верхнем углу экрана находится функциональная группа элементов указывающая на этап и операцию в этом этапе, для которой редактируемым методом проектируется последовательность переходов (рис.10.4).
Рис.10.4. Группа элементов, указывающая на этап и операцию в этапе
Выбор этапа и операции осуществляется из списка ‘типовых фраз для записи ТП’. Расположенные правее поля ввода служат для указания номеров этапа и операции соответственно.
В окне графического навигатора отображается “И-ИЛИ” граф ТП (рис.10.5).
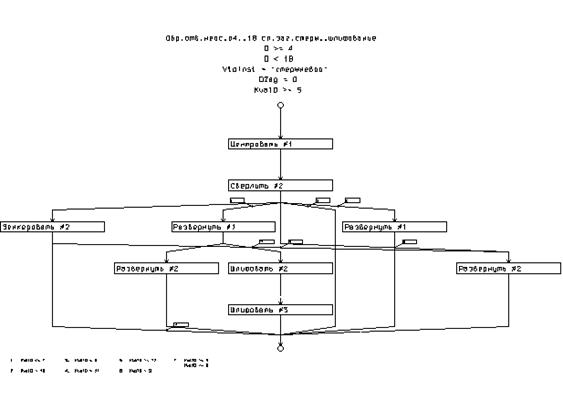
Рис.10.5. Граф ТП
Редактирование “И-ИЛИ” графа ТП осуществляется с помощью кнопок представленных на рис.10.6.
![]()
Рис.10.6. Кнопки редактирования графа ТП
Кнопка «Добавить переход» — добавить новый переход как вершину “И-ИЛИ” графа. После нажатия на эту кнопку необходимо в окне графического навигатора указать дугу графа, в которую требуется добавить переход. Добавляемый переход выбирается из библиотеки типовых переходов или библиотеки типовых фраз. Кнопка «Установить связь» — добавить дугу возможного перехода. После нажатия на эту кнопку необходимо в окне графического навигатора последовательно указать вершины графа, которые должна соединять создаваемая дуга.
Экран выбора перехода из библиотеки типовых фраз представлен на рис.10.7.
Рис.10.7. Экран выбора перехода из библиотеки типовых фраз
В верхней части экрана расположен элементы выбора перехода и поле для назначения его номера. Кнопка «Ок» — закончить процедуру выбора.
Редактирование переходов, входящих в граф, осуществляется путем выбора указателем мыши этого перехода в окне графического навигатора и нажатия правой клавиши мыши. При этом выбранный переход выделяется цветом и появляется меню (рис.10.8).
Рис.10.8. Редактирование переходов, входящих в граф
Пункт «Отмена» — отказ от редактирования.
Пункт «Редактировать» — переход к выбору конкретного перехода, который осуществляется подобно этому выбору при добавлении перехода.
Пункт «Удалить» — удаление выбранного перехода.
Редактирование переходов (дуг графа) осуществляется путем выбора указателем мыши конкретной дуги в окне графического навигатора и нажатия правой клавиши мыши. При этом выбранная дуга выделяется цветом и появляется меню (рис.10.9).
Рис.10.9. Меню редактирования переходов
Пункт «Отмена» — отказ от редактирования.
Пункт «Условия» — переход к редактированию условий выбранной дуги.
Пункт «Удалить» — удаление выбранной дуги.
Результаты проектирования заносятся в табл.10.5, которая является продолжением табл.10.3.
Таблица 10.5 Технологические данные обработки элементов формы
| Имя поля | Формат | Наименование |
| Ntp | I3 | номер типового перехода |
| RZMOB | F7.2 | обрабатываемый размер(расчетный), мм |
| Dinr | F7.3 | диаметр режущего инструмента (расчетный), мм |
| Sper | A29 | содержание перехода |
| VIDIN | A28 | вид режущего инструмента |
| ETAP | A12 | этап обработки |
| KVOB | I2 | квалитет обработки |
| RaOB | F7.3 | шероховатость Ra обработки, мкм |
| PRIOR | I3 | приоритет |
На основании полученных данных формируется запрос к базе данных режущего инструмента. Технологу на экран выводится информация об инструменте, который может быть использован для выполнения перехода. При наличии инструмента он выбирает один из допустимых, а при отсутствии формирует запрос на его проектирование. Данные инструмента присоединяются к полученным ранее и используются для расчета режимов обработки. Этот расчет производится с помощью баз знаний, построенных также на блоках принятия решений.
На этом заканчивается проектирование технологии обработки одного элемента формы. После завершения подобных проектных процедур для всех элементов формы производится упорядочение последовательности переходов по приоритетам. Технолог может управлять этим процессом, редактируя приоритеты по своему усмотрению. В итоге формируется законченный операционный технологический процесс.
Чтобы рассчитать управляющую программу для станка с ЧПУ нужно к технологическим данным, полученным вышеописанным способом, прибавить геометрические данные каждого элемента формы. В табл.10.6 приведена классификация упомянутых геометрических данных.
Таблица 10.6 Геометрическая классификация областей выполнения технологических переходов
| ОБРАБАТЫВАЕМЫЕ ОБЛАСТИ | ОДНОСВЯЗНЫЕ | МНОГОСВЯЗНЫЕ | |
| Одномерные | Прямолинейные | Обработка отверстия |
Обработка соосных отверстий в нескольких стенках |
| Непрямолинейные | Точение и раста- чивание контура |
Фрезерование контуров кармана с бобышками | |
| Двумерные | На плоскости | Точение и растачивание зоны обработки | Фрезерование кармана с бобышками |
| На криволинейной поверхности | Фрезерование кармана без бобышек | Фрезерование кармана с бобышками | |
Язык СПРУТ для представления технологических исходных данных
Функциональная схема системы автоматизированного программирования (САП) для станков с ЧПУ приведена на рис.10.10.
![]()
Рис.10.10. Функциональная схема САП
Работа системы производится в два этапа. На первом этапе исходная программа на входном языке системы, описывающая геометрию детали на геометрическом языке и технологические команды ее обработки преобразуется в промежуточную программу на стандартном языке CLDATA. Промежуточная программа не привязана к особенностям конкретного станка с ЧПУ и его системы управления. На втором этапе промежуточная программа преобразуется в управляющую программу для конкретного станка.
Технологические операторы языка СПРУТ приведены в табл.10.7.
Таблица 10.7 Технологические операторы СПРУТ
ЭЛЕМЕНТ ОПЕРАЦИОННОГО ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА |
ОПЕРАТОР СПРУТ | ||||
Переход основной |
Сверление, Центрование G81 |
DRILL Za{,n |MMPRm}, Zf{,Zp} | |||
| Зенкование G82 | FACE Za{,n|MMPRm},Zf{,Zp},DWELL h | ||||
| Резьбонарезание G84 | TAPP Za{,n|MMPRm}, Zf{,Zp} | ||||
| Развертывание G85 | BORE5 Za{,n|MMPRm}, Zf{,Zp} | ||||
Растачивание автоматическое G86 |
BORE6 Za{,n|MMPRm}, Zf{,Zp} |
||||
| Растачивание с ручным выводом G87 | BORE7 Za{,n|MMPRm}, Zf{,Zp} |
||||
| Растачивание с выстоем и ручным выводом G88 | BORE8 Za{,n|MMPRm},Zf{,Zp},DWELL h |
||||
| Растачивание с выстоем и автом. выводом G89 | BORE9 Za{,n|MMPRm},Zf{,Zp},DWELL h |
||||
Глубокое сверление с выводами |
DEEP Za{,n|MMPRm},Zf ,Zl ,Zi{,Zp} |
||||
Глубокое сверление с отводами |
BRKCHP Za{,n|MMPRm},Zf,Zl,Zi{,Zp,} DWELL h |
||||
Черновое обтачивание Черновое растачивание Черновая подрезка Черновая прорезка |
ROUG Ki,Pi{,Pj}{,CLEARP d},STEP t {,Mm}{,Aa}{,OVS o},FR fp.x. ,FR fx.x.{,FACE}{,INT} |
||||
Чистовое обтачивание Чистовое растачивание Чистовая подрезка Чистовая прорезка |
TURN {Mm|Rr,}Ki{,Mm|Rr}{,NOECV} {,RGT}{,OVS o}{,POCK}{,FRf} {{,ROLL}{,Rr}} |
||||
Черновое фрезерование плоскостей Чистовое фрезерование плоскостей |
POCK Ki,{Kj,...,Kn,}Aa{,Pp}{,OVS o} {,OVTp}{,RGT}{,Zx.x.}{,Zp.x.} {,STEP s}{,FR fp.x.}{,FR fx.x.} |
||||
Черновое фрезерование поверхностей Чистовое фрезерование поверхностей |
CUTS SSi |
||||
Черновое фрезерование контура Чистовое фрезерование контура |
MILL {Mm|Rr,}Ki{,Mm|Rr}{,NOECV} {,RGT}{,OVS o}{,POCK}{,FRf} {{,ROLL}{,Rr}} AUTO {Mm|Rr,}Ki{,Mm|Rr},Pj,Pk |
||||
Черновое фрезерование вдоль кривой(3D) Чистовое фрезерование вдоль кривой(3D) |
CUTS CCi CUTS CCi,NOECV |
||||
Холостой ход |
Исходное положение инструмента _________________________ Точка смены инструмента _________________________ Плоскость безопасных перемещений _________________________ Возврат в исходное положение _________________________ Сдвиг нулевой точки детали |
FROM Pi{,Zz} FROM {Xx}{,Yy}{,Zz} FROM x,y,z _________________________________________ SAFPOS Pi{,Zz} SAFPOS {Xx}{,Yy}{,Zz} SAFPOS x{,y{,z}} SAFPOS Nn _________________________________________ SAFPLAN Zz,FR f SAFPOS z,FR f SAFPOS FR f _________________________________________ GOHOME {FR n} _________________________________________ ORIGIN Pi{,Zz}{,PPFUN} ORIGIN {Xx}{,Yy}{,Zz}{,PPFUN} ORIGIN x{,y{,z}}{,PPFUN} ORIGIN Nn |
|||
Команда станку |
Выбор инструмента _________________________ Загрузка инструмента Коррекция инструмента _________________________ Управление охлаждением _________________________ Управление шпинделем _________________________ Управление подачей при 2D обработке _________________________ Управление подачей при 3D обработке _________________________ Переключение на быстрый ход _________________________ Останов станка _________________________ Условный останов _________________________ Переход в абсолютную систему координат _________________________ Переход в относительную систему координат _________________________ Возврат в исходное положение _________________________ Поворот стола _________________________ Выбор шпиндельной головки _________________________ Выстой |
SELCTL n LOADTL Nn{,Xx}{,Yy}{,Zz},Rr|Dd {,OSETNO m{,k}}{,LENGTH l} {,Kc}{,WIDE p}{,Aa}{,St$} _________________________________________ CUTCOM {OFF}{,Xx}{,Yy}{,Zz} CUTCOM {OFF}{,XYn} | {,YZm} |{,XZK} CUTCOM {OFF} {LENGTH s} CUTCOM {OFF}{,Rr}{,RGT} _________________________________________ COOLNT {OFF}{,n] _________________________________________ SPINDL +/-n {,RANGE k} SPINDL SMM +/-m {,RANGE k} SPINDL ORIENT o SPINDL {OFF}{,Rr}{,RGT} _________________________________________ FEDRAT n {,RANGE k} FEDRAT MMPR m {,RANGE k} _________________________________________ CUTF XY |,ZU m, ZD n CUTF WORK i ,FIRST j,BETWN k _________________________________________ RAPID _________________________________________ STOP _________________________________________ OPSTOP _________________________________________ ABSMOVE _________________________________________ INCR _________________________________________ GOHOME {FR n } _________________________________________ ROTABL {Aa} {,INCR b}{,CCLW} GOHOME HEAD n,BOTH DELAY a| REV b | |
|||
Язык CLDATA для представления промежуточных данных
Для представления управляющих программ в форме не привязанной к особенностям конкретного станка и системы ЧПУ используется язык CLDATA - "информация о расположении режущего инструмента". Язык CLDATA является промежуточной формой представления программы при расчете ее на ЭВМ и служит для передачи информации от процессора САП к постпроцессорам.
Специфика промежуточного языка определяется следующими факторами. Промежуточная программа должна содержать всю информацию, необходимую для составления управляющих программ обработки детали на любых станках с ЧПУ, т.е. в форме, независящей от вида технологических операций обработки, модели станка и устройства ЧПУ. Промежуточный язык не предназначен для непосредственного использования технологами-программистами. Он является внутренним языком компьютера.
Траектория инструмента в CLDATA представляется в расчетной декартовой системе координат, определенным образом связанной со станком. В этом языке предусмотрен набор всех возможных технологических команд, используемых в станках с ЧПУ.
Форма представления информации на промежуточном языке выбирается исходя из условий удобства хранения и обработки ее в ЭВМ.
Структура языка CLDATA строится так, чтобы он не зависел от особенностей тех или иных компьютеров. В этой связи набор символов четко не оговаривается. Допускается использование слов трех типов: целых, действительных и символьных. Конкретная форма представления слов зависит от ЭВМ. В качестве операторов CLDATA используется запись, которая может содержать слова различных типов и иметь различную длину. Общее число слов в записи не должно превышать 245.
Первые три слова любой записи имеют фиксированный смысл и должны быть целыми числами, равными друг другу по длине. Нулевое слово определяет общее количество слов в записи, первое - порядковый номер записи, начиная с единицы, второе - код типа, а третье - код подтипа записи. Коды типов определяются классами главных слов языка CLDATA, а коды подтипов - главными словами (табл.10.). Основные классы: 2000 - команда постпроцессору, 5000 - траектория инструмента, 14000 - конец программы.
Слова, начиная с четвертого, имеют различное содержание, которое определяется кодами типа и обычно подтипа записи. Длина слов, начиная с четвертого, должна быть одинаковой, но не обязательно равной первым трем. Когда символьное слово не содержит полезной информации, оно заменяется пробелами. Если полезной информации не содержит слово типа действительного или целого числа, то оно заполняется числом максимальной абсолютной величины. В табл.10. приведены примеры вспомогательных слов языка CLDATA. В табл.10. приведен фрагмент промежуточной программы.
Таблица 10.8 Главные слова CLDATA
N п/п |
Слово | | Код | Значение | | |
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 10 21 22 23 24 25 26 27 |
FROM GOTO CIRCLE ORIGIN CLEARP GOHOME SAFPOS HEAD SELCTL LOADTL CUTCOM SPINDL COOLNT RAPID FEDRAT CYCLE THREAD ROTABL PLANE INSRT OPSKIP OPSTOP PARTNO PPRINT PPFUN STOP FINI |
| 5003 | Исходное положение | 5004- | Перемещение инструмента по прямой | 5005 | |15000 | Перемещение инструмента по дуге | | окружности | 1027 | Начало координат | 1004 | Безопасная плоскость | 17 | Возврат в исходное положение | 1094 | Безопасная позиция | 1002 | Номер шпиндельной головки | 1056 | Выбор инструмента | 1055 | Загрузка инструмента | 1007 | Коррекция инструмента | 1031 | Шпиндель | 1030 | Охлаждение | 2005 | Быстрый ход | 1009 | Подача | 1054 | Цикл | 1036 | Нарезание резьбы | 1026 | Поворот стола | 99 | Рабочая плоскость | 1046 | Вывод в кадр | 1012 | Условный пропуск | 2003 | Дополнительный останов | 1045 | Номер детали | 1044 | Печать постпроцессора | 1079 | Постпроцессорная функция | 2002 | Останов |14000 | Конец |
Таблица 10.9 ВСПОМОГАТЕЛЬНЫЕ СЛОВА CLDATA |
||
N п/п |
Слово | | Код | Значение | | | | |
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 |
BORE BRKCHP DEEP DRILL FACE TAP MMPR MMPM DWELL OSETNO LENGTH RANGE ORIENT INCR CCLW CLW BOTH REV RGT LEFT ON OFF |
| 82 | Растачивание | 288 | Сверление с ломкой стружки | 153 | Сверление глубокое | 163 | Сверление | 81 | Зенкование | 168 | Резьбонарезание | 316 | Миллиметры на оборот | 315 | Миллиметры в минуту | 279 | Выстой | 508 | Номер корректора | 9 | Длина | 145 | Диапазон | 246 | Ориентация | 66 | Приращение | 59 | Против часовой стрелки | 60 | По часовой стрелке | 83 | Оба | 97 | Число оборотов | 24 | Положение инструмента справа | 8 | Положение инструмента слева | 71 | Включить | 72 | Выключить |
Таблица 10.10 Пример программы на языке CLDATA
N п/п |
Номер слова |
Содержание слов | Значение |
3 4 |
С0 С1 С2 С3 С4 С5 С0 С1 С2 С3 С4 С5 С6 С7 С8 .. |
00005 00003 02000 01009 000315 0095.0 00110 00004 05000 00005 K 1 057.15 101.00 021.50 |
Количество слов в записи Порядковый номер записи Код типа(команда постпроцессору) Код подтипа (подача-FEDRAT) Шифр минутной подачи (MMPM) Величина подачи Количество слов в записи Порядковый номер записи Код типа(траектория инструмента) Код подтипа Направляющая поверхность (контур) Индекс направляющей поверхности Координата X- Координата Y- Тройка чисел Координата Z- |
Стандарт ISO для представления управляющих программ
Технологическая управляющая программа (УП), представленная в станочной системе координат и с учетом технических характеристик станка и устройства ЧПУ кодируется в соответствии со стандартом ISO.
УП представляется в виде последовательности кадров, каждый из которых содержит информацию об одной элементарной команде управления. В подавляющем большинстве такая команда задает перемещение инструмента относительно заготовки по определенной траектории (отрезку прямой или дуге окружности). Каждый кадр складывается из слов, содержащих геометрическую либо технологическую информацию. Используется адресный способ записи слов, при котором числовой информации слова предшествует буквенный адрес, определяющий смысловое значение этой информации. Наиболее употребительные символы адресов и их значения приведены в табл.10.11.
Таблица 10.11
| Символ | Код | Значение |
| A | 65 | Угловое перемещение вокруг оси X |
| B | 66 | Угловое перемещение вокруг оси Y |
| C | 67 | Угловое перемещение вокруг оси Z |
| F | 70 | Функция подачи |
| G | 71 | Подготовительная функция, определяющая режим работы устройства ЧПУ (например, вид интерполяции) |
I |
73 |
Координата центра дуги окружности по оси X при круговой интерполяции или шаг резьбы, нарезаемой при движении параллельном оси X |
| J | 74 | То же применительно к оси Y |
| K | 75 | То же применительно к оси Z |
| L | 76 | Коррекция инструмента |
| M | 77 | Вспомогательная функция |
| N | 78 | Номер кадра |
| S | 82 | Скорость главного движения |
| T | 83 | Номер инструмента и номер корректора инструмента |
| X | 88 | Перемещение параллельное оси X |
| Y | 89 | Перемещение параллельное оси Y |
| Z | 90 | Перемещение параллельное оси Z |
Каждый кадр заканчивается символом перевода строки. Числовая информация в слове может быть снабжена знаками + или -, определяющими направление движения исполнительных органов станка.
В кадре записывается только та информация, которая изменяется по отношению к предыдущему кадру. При нулевой геометрической информации (адреса X,Y,Z,I,J,K,A,B,C) и неизменных технологических командах (адреса F,S,T,M) слова в кадре по соответствующим адресам не записываются.
Символом начала программы является знак %, а символами конца - M02 или M30. Текст, поясняющий программу, заключается в круглые скобки, информация между которыми не воспринимается и не обрабатывается устройством ЧПУ.
В тех случаях, когда УП разбивается на отдельные этапы обработки, используется символ главного кадра ":". Он записывается вместо символа N в качестве адреса в слове "номер кадра". В кадре с символом ":" записывается вся информация, необходимая для начала или возобновления обработки. Для осуществления наладочных переходов при наладке станка и исключения этих переходов после окончания наладки с помощью специального органа управления устройства ЧПУ в программе перед символами "номер кадра" и "главный кадр" записывается символ пропуска кадра "/".
Управляющая программа для конкретной модели станка с ЧПУ характеризуется своим форматом, структура которого описывается с помощью специальных формул. Например, сверлильный станок с ЧПУ с подвижным рабочим столом, поворотной плитой с позиционным управлением на восемь позиций и шпиндельной головкой, перемещающейся по вертикальным направляющим, может иметь следующий формат кадра:
N03 G2 X042 YL+032 ZD+320 B1 F04 S03 T2 M2*
где N03 - трехзначный номер кадра, в котором нули перед первой значащей цифрой могут быть опущены; G2 - двузначная подготовительная функция; X042 - перемещение по оси Х всегда положительное, четыре цифры слева от подразумеваемой запятой и две справа; YL+032 - перемещение по оси Y со знаком + или - с тремя цифрами слева от подразумеваемой запятой и двумя справа, размеры даются как в абсолютных значениях, так и в приращениях, нули перед первой значащей цифрой могут быть опущены; ZD+320 - перемещение по оси Z со знаком + или -, три цифры слева от подразумеваемой запятой и две справа, нули после последней значащей цифры могут быть опущены; B1 - поворот вокруг оси Z на 45 градусов с восемью положениями от 1 до 8; F04 - четырехзначная функция подачи, нули перед первой значащей цифрой могу быть опущены; S03 - трехзначная функция скорости шпинделя, нули перед первой значащей цифрой могут быть опущены; T2 - двузначная функция инструмента; M2 - двузначная вспомогательная функция; * - символ конца кадра.
Похожие рефераты:
Проектирование цеха ремонта поршневых компрессоров
Основы проектирования и конструирования
Разработка технологических процессов на механическую обработку вала первичного
Усовершенствование технологического процесса механической обработки детали "Стакан"
Продольно-резательный станок производительностью 350 т/сутки
Проект участка механической обработки детали "Стакан"
Технологический процесс изготовления корпуса цилиндра типа Г29-3
Устранение слабых сторон заводского технологического процесса