| Скачать .docx |
Курсовая работа: Разработка универсального программного модуля (УПМ) для РЭУ
Введение
Одним из основных факторов, определяющих темпы научно-технического прогресса в современном обществе, является совершенствование средств электронной вычислительной техники, методов и темпов их производства, а также насыщенность ими учебных, производственных, проектных и конструкторских учреждений.
Создание нового вида ЭВМ – сложный взаимосвязанный и многофакторный процесс. Он выполняется в несколько этапов коллективом ученых, инженеров и техников различных специальностей. Основными этапами разработки новой ЭВМ являются:
1) Проведение научно-исследовательских работ (НИР), подтверждающих возможность создания изделия;
2) Опытно-конструкторская разработка (ОКР), включающая в себя следующие стадии:
а) техническое задание;
б) аванпроект или техническое предложение;
в) эскизный проект;
г) технический проект;
д) разработка рабочей документации;
е) изготовление и испытание опытного образца;
ж) эксплуатация.
На первых этапах ОКР, кроме разработки документации, проводятся также исследования. Коллектив создателей нового вида ЭВМ условно принято делить на три группы специалистов: разработчики, конструкторы и технологи.
Разработчики определяют идеологию построения ЭВМ, ее назначение и функции, разрабатывают структуру, а также определяют функции устройств, элементную базу ЭВМ, разрабатывают логическую и схемную часть машины, математическое обеспечение.
Конструкторы осуществляют конструктивное исполнение ЭВМ и ее сборочных единиц, используя схемно-технические решения, принятые разработчиками.
Технологи разрабатывают технологические процессы изготовления компонентов и самой ЭВМ, а также необходимую для производства оснастку и специальное оборудование.
Процесс конструирования ЭВМ состоит из двух основных взаимосвязанных стадий.
Первая стадия включает разработку, согласование и утверждение технического задания, подбор материалов и составление технического предложения; разработку эскизного, а затем и технического проекта; выбор системы математического обеспечения.
Вторая стадия, называемая рабочим проектом, включает разработку рабочей конструкторской документации для изготовления опытных образцов, эксплуатационной документации, систему математического обеспечения и непосредственное изготовление и испытания опытных образцов.
Во время испытаний подтверждается соответствие образцов техническому заданию (ТЗ) и конструкторской документации, которая характеризует все его параметры. Во время испытаний подтверждаются также средства системы математического обеспечения.
После корректировки по результатам изготовления и испытаний опытного образца документация передается на завод для серийного изготовления ЭВМ. Каждый этап конструирования определяет состав и форму конструкторской документации, которой присваиваются соответствующие литеры.
Изготовление контрольной серии ЭВМ ведется только по зафиксированному и полностью оснащенному технологическому процессу.
Повышение качества и экономичности производства во многом зависит от уровня автоматизации технологического процесса. Предпосылки для широкой автоматизации производства элементов и блоков ЭВМ обеспечиваются высоким уровнем технологичности конструкции, широким внедрением типовых и групповых технологических процессов, а также средств автоматизации.
Автоматизация развивается в направлении от автоматизации отдельных операций (пайка, сварка) к широкому использованию автоматизированных линий.
Особенностью производства ЭВТ является также большая трудоемкость контрольных операций. На отдельных предприятий количество контролеров достигает до 30–40% от общего числа рабочих. Используют следующие методы контроля: ручной, неразрушающий, активный.
Производительность ручного контроля крайне низка и не отвечает современным требованиям. Поэтому возникла необходимость в создании высокопроизводительных методов контроля с использованием ЭВМ и автоматических измерительных устройств. Важное значение приобрели методы неразрушающего контроля, которому можно подвергать 100% изделий на всех стадиях производства. Весьма эффективны активные методы контроля, при которых проверяются режимы технологического процесса, и исключается возможность появления брака. Такой контроль осуществляется по ходу технологического процесса и облегчает введение автоматизированных систем управления технологическими процессами (АСУТП) с применением ЭВМ.
Полное решение проблемы качества возможно лишь на основе системного подхода к планированию, организации, управлению проектно-конструкторскими работами, производству, испытаниям и эксплуатации.
В свете вышеизложенного в данном курсовом проекте разрабатывается действующий макет, ориентированный на изучение и приобретение навыков разработки устройств для программирования и отладки программ на микроконтроллерах фирмы Microchip.
1. Обоснование выбора схемы и элементной базы УПМ
УПМ построен на следующих основных элементах и устройствах
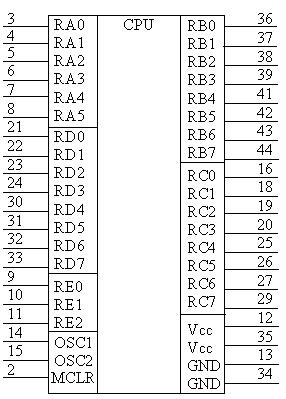
Рис. 1. Условно-графическое обозначение микропроцессора БИС PIC16F877
Основные параметры БИС:
Технология – КМОП
Шина данных – 8 бит
Тактовая частота – до 20 МГц
Сильноточные линии ввода / вывода: 25 мА
FLASH память программ до 8K x 14 слов
Память данных (ОЗУ) до 368 x 8 байт
ЭСППЗУ память данных до 256 x 8 байт
Количество прерываниий – 14
Напряжение питания – 2,0…5,5 В
Низкое потребление энергии:
– < 2 мА при 5 В, 4 МГц
– 20мкА (типичное значение) при 3 В, 32 кГц
– < 1 мкА (типичное значение) в режиме STANDBY
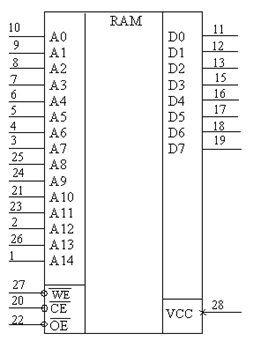
Рис. 2. Условно-графическое обозначение ОЗУ БИС DS1230
Основные параметры ОЗУ:
Объем памяти 32 Кбит х 8
Uпит.=5В
Uвх =0,45…2,4 В
Uвых.=0,5… 2,7 В
Количество выходных состояний – 3
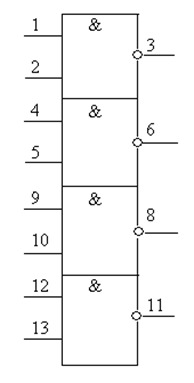
Рис. 3. Условно-графическое обозначение логического элемента «2И»
Основные параметры логического элемента:
Номинальное напряжение питания – 5В±10%
Выходное напряжение низкого уровня – 0,4 B
Выходное напряжение высокого уровня 2,5 B
Iпотр ,0» = ≤ 4 мА
Iпотр ,1» = ≤ 2,4 мА
Iвх ,0» = ≤ /-0,1/ мкА
Iвх ,1» = ≤ 20 мкА
Время задержки распространения
сигнала при включении – < 15 нс
Время задержки распространения сигнала при выключении – < 54 нс
Емкость входа – < 5 пФ
Емкость выхода – < 7 пФ
Масса не более 1 г
ИМС КР1533ЛИ2.
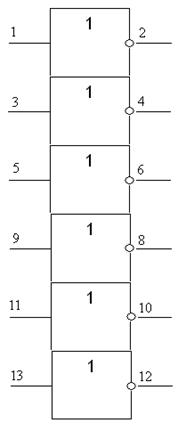
Рис. 4. Условно-графическое обозначение логического элемента «НЕ» ИМС КР1533ЛН1
Основные параметры логического элемента:
Номинальное напряжение питания – 5В±10%
Выходное напряжение низкого уровня – ≤ 0,5 B
Выходное напряжение высокого уровня – ≥ 2,5 B
Iпотр ,0» = ≤ 3,8 мА
Iпотр ,1» = ≤ 1,1 мА
Iвх ,0» = ≤ /-0,2/ мкА
Iвх ,1» = ≤ 20 мкА
Время задержки распространения
сигнала при выключении – ≤ 12 нс
Емкость входа – ≤ 5 пФ
Масса не более 1 г
Основные параметры
стабилизатора напряжений:
Uвых max = 15В
Uвых пред. = 20В
Iпотр при Uвх =15В -10 мА
Iвых = 10мА
Iвых max = 2А
Статический потенциал – 2000 В
MAX рассеиваемая мощность:
– Тк = -45°…+70°С – 10 Вт
– Тк = +100°С – 5 Вт
– Токр.ср = -45°…+100°С
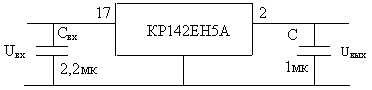
Рис. 5. Условно-графическое обозначение стабилизатора напряжений ИМС КР142ЕН5А
Из представленных параметров, видно, что данная элементная база является доступной, надёжной, имеет малую потребляемую мощность, высокое быстродействие, малые ток потребления и напряжение питания. Это и обусловило выбор данной элементной базы.
Применение микропроцессоров и микроконтроллеров в устройствах электроники имеет в последние годы массовый характер, что сопровождается стремительным ростом «интеллектуальности» создаваемых приборов. В таких устройствах на разработку и отладку рабочего программного обеспечения расходуется много времени. Без использования достаточно эффективных отладочных средств этот процесс сложен и непредсказуем. Из-за неразрывной связи программного обеспечения и аппаратуры необходимо уделять особое внимание этапу отладки программ непосредственно на реальном «железе» при рабочих тактовых частотах. Всё это стимулирует потребность в эффективных, универсальных, удобных и доступных широкому кругу пользователей инструментальных средствах для отладки рабочих программ и диагностики неисправностей микропроцессорной и микроконтроллерной аппаратуры.
Данное устройство для программирования и отладки программ представляет собой плату расширения, которая может быть установлена в любой свободный LPT-порт, работающий на тактовой частоте 0–99 Гц и предназначена для программирования устройств через инструментально РС-совместимый компьютер, в удобном для пользователя виде. Программирование макета осуществляется с помощью программатора Р16РRО через разъем Х6.
Основные технические характеристики УПМ:
Напряжение питания: +12 В.
Ток потребления, не более: 250 мА.
Частота сигнала, поданного на вход: 0–99 Гц.
Вход для аналогового сигнала: Х1.
Вход для цифрового сигнала: Х4.
Индикация POST кодов: в шестнадцатеричном виде, один байт.
Индикация сигналов со входов Х1, Х4 шины: RA (0–3) (левая точка индикатора), RD (0–7) (правая точка индикатора).
Индикаторы наличия напряжений питания Х3, Х5: +5В; +12В; -12В; +3.3 В. Размер печатной платы: 112 х 90 мм.
Разрабатываемый макет также может использоваться в качестве универсального программируемого модуля для разработки различных РЭУ, а также в качестве измерительного контроллера часов, датчиков температуры и других подобных приложений бытовой техники и автоматики. Кроме того, удобен в применении, доступен широкому кругу пользователей. Возможно использование УПМ в учебных процессах по курсу: «Изучение и приобретение опыта программирования и отладки программ» для лабораторных работ, что и обусловило выбор схемы.
2. Описание работы УПМ по схеме электрической структурной
Схема электрическая структурная УПМ, представленная на 11 листе, состоит из следующих устройств.
Микропроцессор PIC 16F877, имеющий встроенные модули АЦП, сигнала с ШИМ модуляцией, внутреннего таймера, FLASH-память данных и т.д. Он обеспечивает выполнение всех операций по вводу, обработке и выводу данных через любые доступные порты и интерфейсы.
Программатор Р16PRO предназначен для программирования макета через разъем Х6, подключаемый к LPT-порту инструментального РС-совместимого компьютера.
Стабилизатор служит для стабилизации напряжения питания, осуществляющегося через разъем Х9 от внешнего источника напряжением +12 В и током 250 мА.
Оптрон используется для развязки цифрового сигнала, поступающего через разъем Х4.
Семисегментные индикаторы HG1-HG4, подключенные к выводам портов RA (0–3) и RD (0–7).
Пьезоэлектрический излучатель ВА1 для формирования звуковых сигналов. Также макет содержит входной разъем аналогового сигнала Х1, выходной разъем сигнала с широтно-импульсной модуляцией (ШИМ) Х2. Управление макетом осуществляется кнопками SB1, SB2, SB3 и тумблером SA1, предназначенным для остановки и сброса микроконтроллера. Через разъем Х7 осуществляется передача по интерфейсу I2 C. Перемычка J2 предназначена для подключения фильтра на выходе ШИМ, а J1 – для установки напряжения, необходимого для программирования PIC на слотах Х3, Х5.
В макете предусмотрена возможность расширения памяти данных путем подключения микросхем ОЗУ непосредственно к его шинам через разъем расширения Х8, а также слоты Х3 и Х5 для программирования микроконтроллеров серий 12ХХ и 16ХХ.
Рассмотрим работу схемы электрической принципиальной УПМ, представленной на листе 15, в положительной логике (уровень логической единицы U1=2,4В, уровень логического нуля U0= 0,45 В).
Сигналы с ZQ1 (кварцевого резонатора) поступают на входы OSC1 и OSC2 МП (DD2 БИС PIC16F877) (выводы 14, 15). МП обеспечивает выполнение операций по вводу, обработке и выводу данных через любые доступные порты и интерфейсы. От МП с выводов RA (0–3) и RD (0–7) по магистралям данные поступают на семисегментные индикаторы HG1-HG4. С контактов 21,22,23,24,30,31,32,33 данные из МП поступают в разъем расширения (Х8) на выводы D (0–7). Из МП с контактов 3,4,5,6 данные поступают в разъем расширения (Х8) на выводы А (0–3). С выводов RE (0–2) данные поступают из МП в разъем расширения (Х8) на выводы Е (0–2).С вывода 37 данные поступают на пьезоэлектрический излучатель для формирования звуковых сигналов. С выводов RC (0–7) данные из МП поступают на выводы С (0–7) разъема расширения. На входной разъем (Х1) поступает аналоговый сигнал, на выходной разъем (Х2) – сигнал с широтно-импульсной модуляцией (ШИМ), а на разъем Х4 поступает цифровой сигнал, для развязки которого используется оптрон (DD1).
Для управления устройством используются кнопки (SB1, SB2, SB3), которые устанавливаются программно. Данные от них поступают в МП на выводы 36,41,42. С тумблера (SA1) сигналы поступают в МП на вывод MCLR для остановки и сброса МП. Передача данных по интерфейсу I2 C осуществляется сигналами, поступающими на выводы 20 и 25 МП с разъема Х7. Программирование устройства осуществляется с помощью программатора P16PRO через разъем Х6, подключаемый к LPT-порту инструментального РС-совместимого компьютера. Частотомер измеряет частоту сигнала, поданного на вход Х4 (вход PIC – RA4), в пределах 0–99 Гц. Сигналы напряжения питания с разъема Х9 поступают на вход стабилизатора напряжений DA1. Для питания необходим внешний источник напряжением +12В и током 250 мА. Работу схемы электрической принципиальной поясняют таблица истинности и временные диаграммы.
Таблица 1
| № |
RА0 RА3 |
RD0 RD7 |
RB0 RB7 |
RC0 RC7 |
A0 A3 |
D0 D7 |
c0 C7 |
RD |
WR |
RX |
PME |
RST |
| 1 |
1 |
0 |
1 |
1 |
1 |
1 |
0 |
1 |
0 |
0 |
1 |
1 |
| 2 |
1 |
0 |
1 |
0 |
0 |
1 |
1 |
0 |
1 |
1 |
1 |
0 |
| 3 |
1 |
1 |
1 |
0 |
0 |
1 |
1 |
1 |
0 |
0 |
0 |
0 |
| 4 |
1 |
1 |
1 |
0 |
0 |
1 |
0 |
0 |
1 |
1 |
0 |
0 |
| 5 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
1 |
0 |
0 |
1 |
0 |
| 6 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
1 |
1 |
1 |
0 |
| 7 |
0 |
1 |
1 |
1 |
0 |
0 |
1 |
1 |
0 |
0 |
0 |
0 |
| 8 |
0 |
1 |
1 |
1 |
0 |
0 |
1 |
0 |
1 |
1 |
0 |
0 |
Рассмотрим работу микропроцессора БИС PIC16F877 в положительной логике, (уровень логической единицы U1=2,4 В, уровень логического нуля U0= 0,45 В).
В состав микропроцессора БИС PIC16F877 входят:
- Арифметико-логическое устройство
- Блок управления
- Блок таймеров
- Программный счетчик
- Память данных
- Память программ
- Порты ввода / вывода
Арифметико-логическое устройство представляет собой параллельное восьмиразрядное устройство, позволяющее выполнять арифметические, логические операции и операции сдвига над данными, представленными в двоичном коде, а также обрабатывать данные, представленные в двоично-десятичном коде.
Блок управления и синхронизации предназначен для выработки сигналов, обеспечивающих выполнение команд, и состоит из встроенного тактового генератора, к внешним выводам которого, OSC1, OSC2 (выводы 14, 15), подключается кварцевый резонатор, формирователя внутренних тактовых сигналов и формирователя сигналов состояний и режимов работы.
Блок таймеров предназначен для подсчета внешних событий, получения программно управляемых временных задержек, выполнения времязадающих функций микропроцессора.
Программный счетчик предназначен для формирования текущего 16-разрядного адреса программной памяти и 8/16-разрядного адреса внешней памяти данных. Память данных предназначена для приема, хранения и выдачи данных, полученных в процессе выполнения программ. Ячейки памяти разбиты на два банка регистров общего назначения; с адресами ООН-О7Н – банк 0 и с адресами 18H-1FH – банк 1.
Также существует возможность расширения памяти данных путем подключения микросхем ОЗУ емкостью до 256 байт. Микропроцессор может работать в следующих режимах: проверка программной памяти; режим работы с внутренней памятью; режим работы с внешней памятью; режим пошагового выполнения команд. Режимы работы устанавливается комбинацией входных и выходных сигналов.
Для начального сброса микропроцессора необходимо подать единицу на вход MCLR (RST, вывод 2). Для выбора режима работы с внешней памятью, 0 подается на вход RB2 (вывод 11). После чего происходит обращение во внешнюю память. При этом на выходе ALE (RB2, вывод 38) появляется ноль для фиксации младшего байта адреса. Считывание команды из внешней памяти производится сигналом нуля на выходе РМБ (RE2, вывод 11). Прием кода команды из памяти производится через порт RD0-RD7. После обработки команды происходит второе обращение во внешнюю память, по сигналу RD, для извлечения данных. Извлеченная информация записывается во внешнее устройство сигналом 0 на выходе RE1 (WR, вывод 16). Работу микропроцессора БИС PIC16F877 поясняет таблица 3.
Таблица 2
| Обозначение выводов |
№ выводов |
Описание выводов |
| OSC1/CLKTN |
14 |
Вход генератора / вход внешнего тактового сигнала |
| OSC2/CLKOUT |
15 |
Выход генератора. Подключается кварцевый или керамический резонатор. |
| – MCLR/Vpp |
2 |
Вход сброса микроконтроллера или вход напряжения программирования. Сброс микроконтроллера происходит при низком логическом уровне сигнала на входе. |
| RA0/AN0 RA1/AN1 RA2/AN2/Vref- RA3/AN3/Vref+ RA4/T0CKI RA5/-SS/AN4 |
3 4 5 6 7 8 |
Двунаправленный порт ввода / вывода PORTA. RA0 может быть настроен как аналоговый канал 0 RA1 может быть настроен как аналоговый канал 1 RA2 может быть настроен как аналоговый канал 2 или вход отрицательного опорного напряжения R А 3 может быть настроен как аналоговый канал 3 или вход положительного опорного напряжения RA4 может использоваться в качестве входа внешнего тактового сигнала для TMR0. Выход с открытым стоком. RA5 может быть настроен как аналоговый канал 1 или вход выбора микросхемы в режиме ведомого SPI |
| RBO/INT RB1 RB2/ALE RB3/PGM RB4 RB5 RB6/PGC RB7/PGD |
36 37 38 39 40 41 42 43 44 |
Двунаправленный порт ввода / вывода PORTB. RB0 может использоваться в качестве входа внешних прерываний. RB2 – выход строб. Сигнала адреса внеш. памяти программ и данных (разрешение фиксации адреса). RB3 может использоваться в качестве входа для режима низковольтного программирования. Прерывания по изменению уровня входного сигнала. Прерывания по изменению уровня входного сигнала. Прерывания по изменению уровня входного сигнала или вывод для режима внутрисхемной отладки ICD. Тактовый вход в режиме программирования. Вывод данных в режиме программирования. |
| RC0/T1OSO/T1CKI RCl/Т1OSI/CCP2 RC2/CCP1 RC3/SCK/SCL RC4/SDI/SDA RC5/SDO RC6/TX/CK RC7/RX/DT |
16 18 19 20 25 26 27 29 |
Двунаправленный порт ввода / вывода PORTC RC0 может использоваться в качестве выхода генератора TMR1 или входа внешнего тактового сигнала для TMR1. RC1 может использоваться в качестве входа генератора для TMR1 или вывода модуля ССР2. RC2 может использоваться в качестве вывода модуля ССР1. RC3 может использоваться в качестве входа / выхода тактового сигнала в режиме SPIhI2 C. RC4 может использоваться в качестве входа данных в режиме SPI или вход / выход данных в режиме 12 С. RC5 может использоваться в качестве выхода данных в режиме SPI. RC6 может использоваться в качестве вывода передатчика USART в асинхронном режиме или вывода синхронизации USART в синхронном режиме. RC7 может использоваться в качестве вывода приемника USART в асинхронном режиме или вывода данных USART в синхронном режиме. |
| RDO/PSPO RD1/PSP1 RD2/PSP2 RD3/PSP3 RD4/PSP4 RD5/PSP5 RD6/PSP6 RD7/PSP7 |
21 22 23 24 30 31 32 33 |
Двунаправленный порт ввода / вывода PORTD. Выход адреса RD0-RD7 |
Таблица 3
| RB2 |
RE2 |
INT |
OSC2 |
MCLR |
RE1 |
REO |
Порт Р0 |
| X |
X |
X |
X |
1 |
X |
X |
Состояние Z |
| 1 |
1 |
1 |
0 |
1 |
1 |
1 |
Адрес команды |
| 0 |
0 |
1 |
1 |
0 |
1 |
1 |
Прием кода команды |
| 1 |
1 |
1 |
0 |
0 |
1 |
0 |
Чтение данных |
| 1 |
1 |
1 |
1 |
0 |
0 |
1 |
Запись данных |
| 1 |
1 |
0 |
0 |
0 |
1 |
1 |
Адрес программ |
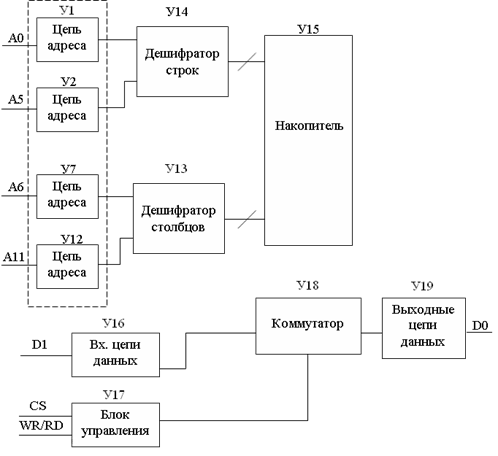
Рассмотрим работу ОЗУ БИС DS1230 в положительной логике (уровень логической единицы U1 = 2,5В, уровень логического нуля U0 = 0,5 В).
Микросхема DS1230 состоит из следующих основных узлов: входные адресные цепи (У1-У6 и У7-У12), дешифратор строк (У14), дешифратор столбцов (У13), предназначенные для выбора необходимого слова из накопителя, накопитель (У15) на 32К×8 бит, выполненный на КМОП-элементах памяти, входные цепи данных (У16), блок управления (У17), коммутатор (У18), выходные цепи данных (У19). Усиление входных – выходных сигналов до необходимых уровней (уровней ТТЛ) осуществляется с помощью выходных формирователей, содержащих усилители считывания. Блок управления осуществляет управление режимами работы микросхемы: выборкой, записью, считыванием.
Микросхема работает в режимах хранения, записи и считывания информации. В режиме хранения микросхема потребляет значительно меньшую мощность, чем в режиме обращения. Рассмотрим режимы работы ОЗУ БИС DS1230.
Режим хранения: на входы WE (вывод 27), ОЕ (вывод 22), а также на адресные входы A0-A16 подан любой уровень сигнала. Выводы данных D0-D7 находятся в состоянии с высоким выходным сопротивлением.
Режим записи: на адресные входы A0-A16 и на входы данных D0-D7 подаётся нужная комбинация, и данные записываются в накопитель.
Режим чтения: на адресные входы A0-A16 поступает нужный адрес, и данные считываются с выводов D0-D7.
При применении этой микросхемы запрещается подавать сигналы на входы микросхемы при отключенном напряжении питания. При включении БИС ОЗУ первым должно подаваться напряжение питания, а затем – входные сигналы. При выключении БИС ОЗУ сначала должны отключаться входные сигналы, а затем – напряжение питания. Напряжение входных сигналов не должно превышать напряжение питания микросхемы Vcc.
Таблица 4
| Режим работы |
ВХОД |
ВЫХОД |
|||
| CE |
WE |
OE |
An |
Dn |
|
| Запись |
0 |
0 |
1 |
0 |
1 |
| Считывание |
0 |
1 |
0 |
1 |
1 |
| Запрет записи |
1 |
0 |
0 |
0 |
1 |
| Отключение выходов |
0 |
0 |
0 |
0 |
0 |
| Хранение |
1 |
0 |
1 |
1 |
0 |
3. Конструкторская часть проекта
Существует четыре принципа конструирования печатных плат (ПП):
1) моносхемный
2) схемно-узловой
3) каскадно-узловой
4) функционально-узловой.
1) При моносхемном принципе конструирования полная электрическая принципиальная схема изделия располагается на одной печатной плате, все компоненты платы устанавливаются последовательно, в первую очередь размещаются цепи наиболее чувствительные к внешним воздействиям, плата имеет прямоугольную форму, на которой входы и выходы цепи разнесены по противоположенным сторонам платы.
Достоинства: простота, отсутствие блочных соединений, высокая надежность, низкий вес и низкая цена.
Недостатки: трудность обслуживания (при выходе из строя одного элемента необходимо заменить всю плату).
2) При схемно-узловом принципе конструирования на одной печатной плате располагается часть полной принципиальной схемы имеющие входные и выходные характеристики. Этот принцип аналогичен с моносхемным.
Достоинства: универсальность, простота, легкий ремонт изделий.
Недостатки: сложность соединения деталей, невысокая надежность и наличие паразитной емкости.
3) При каскадно-узловом принципе конструирования полная принципиальная схема разделяется на каскады специального назначения и каждый каскад устанавливается на отдельной ПП. Упрощение производительности ПП повышает число вспомогательных компонентов, что повышает стоимость изделия.
Достоинства: простота обслуживания, стойкость к механическим воздействиям. Недостатки: большой вес, наличие паразитной емкости.
4) При функционально-узловом принципе конструирования полная принципиальная схема делится на узлы. Узлы располагаются на отдельных ПП, что позволяет набирать из отдельных узлов принципиальные схемы любого назначения.
Достоинства: надежность, универсальность, большая плотность деталей. Недостатки: много механических соединений, что усложняет процесс монтажа и сборки изделия.
Более сложной и ответственной задачей при конструировании ЭВТ является компоновка разработанного изделия.
Компоновка – это размещение на плоскости или в пространстве различных элементов схемы и изделий. Элементами могут быть: ЭРЭ, функциональные узлы различных конструкций (микросхемы, блоки).
В результате компоновки должны быть определенны геометрические размеры и формы всех элементов конструкции. Компоновка производится по схеме электрической принципиальной. Конструктор должен создать модель изделия с учетом различных факторов и требований ТЗ. Конструктору необходимо принять решение и учесть условия производства и эксплуатации изделия, от того насколько правильно выполнена компоновка зависят технические и эксплуатационные характеристики изделия, его ремонтопригодность и надежность. При разработке и компоновке приходится учитывать сложную совокупность факторов, связанных с особенностью функционирования и эксплуатации изделия. Учитываются электрические параметры и тепловые режимы, определяются геометрические размеры и формы отдельных элементов конструкции.
Методы компоновки:
1) Натуральное объемное моделирование (использования реальных элементов).
2) Метод аппликации (все стандартные детали вырезаются из картона в реальном виде, затем конструктор располагает их на поле чертежа платы).
Компоновка должна удовлетворять следующим требованиям:
1) Между отдельными элементами, узлами, блоками должны отсутствовать паразитные электрические взаимосвязи, которые могут изменить характеристики и нарушить функционирование элементов.
2) Тепловые поля, возникающие в ЭВТ, вследствие перегрева отдельных элементов не должны нарушать технические характеристики аппарата.
3) Необходимо обеспечить легкий доступ к деталям, узлам, блокам в конструкции для контроля, ремонта и обслуживания.
4) Габариты и масса изделия должны быть небольшими.
Критерии качества компоновки конструкции.
Основными параметрами компоновки являются: объем, масса и площадь аппаратуры. Для определения качества компоновки необходимо оценивать как качество компоновки в целом, так и отдельные элементы.
В данном курсовом проекте используется моносхемный принцип конструирования, так как этот метод имеет низкую стоимость, достаточную надежность, а также отсутствуют блочные соединения. Шаг координатной сетки 2,5 мм. Методом компоновки выбрано натуральное объемное моделирование.
Конструкторский расчёт печатной платы УПМ
Конструкторский расчет производится по следующим формулам:
• Шаг координатной сетки 1,25 мм
• Определяем минимальную ширину печатного проводника по постоянному току:
bmin = Imax / Jдоп × t
• Определяем минимальную ширину проводника исходя из допустимой потери напряжения на нем:
bmin2 = Imax × I × p / Uдоп × t
• Номинальное значение диаметра монтажных отверстий для микросхем, резисторов, диодов, стабилитронов, транзисторов, конденсаторов:
d = dЭ + |6dИЭ | + Г
dЭ = 0,5 мм
d = 0,9 мм
для разъемов
dЭ = 1 мм
d = 1,4 мм
• Рассчитанные значения сводятся к предпочтительному ряду размеров монтажных отверстий: 0,7; 0,9; 1,1; 1,3; 1,5.
Номинальное значение диаметров монтажных отверстий для разъёма d = 1,5 мм.
• Минимальное значение диаметра металлизированного отверстия:
bmin ≥ HПЛ × γ
• Диаметр контактной площадки:
D = d + ΔdBO + 2bm + ΔbBO + (δ2 d + δ2 p +Δb2 HO )1/2
• Определение номинальной ширины проводника:
b = bMD + |bHO |
• Расчёт зазора между проводниками:
S = SMD + ΔbBO
• Расчёт минимального расстояния для прокладки двух проводников между отверстиями с контактными площадками диаметром DI 1) 2
L = (Dl + D2/2) + bN + S (n – 1) + δ1
Формулы для расчета размера элементов конструкции ПП (ОПП, ДПП, Г'ПП). Стандарт (25.347–82) устанавливает основные параметры конструкции ПП.
- Наименьший номинальный диаметр контактной площадки расчитывают по формуле:
D = (d + ΔbBO ) + 2b + ΔtBO + 2ΔdTP + (T2 d + T2 p + Δt2 ПО )
ΔdBO – верхнее предельное отклонение диаметра отверстия.
ΔtBO – верхнее предельное отклонение диаметра контактной площадки
ΔdTP – значение подтравливания диэлектрика в отверстии (для ОПП и МПП) равно 0,03 мм; для ДПП и ГПК равно 0.
Δt2 ПО – нижнее предельное отклонение диаметра контактной площадки.
- Наименьшее номинальное расстояние 1 n-го количества проводников рассчитывают по формуле:
l = (Dl + D2/2) + th + S (n – 1) + T
D1 и D2 – диаметры контактных площадок
n – количество проводников
- толщина многослойной печатной платы рассчитывают по формуле:
Hn = ΣHc + (0.6…0,9) ΣHnp
Нп – толщина МПП Не – толщина слоя МЛН
Нпр – толщина прокладки изоляционного основания (по стеклоткани)
4. Технологическая часть проекта
Процесс соединения отдельных деталей и материалов, обеспечивающий их взаимное расположение в сборочных единицах, системах, называется сборкой.
Закрепление деталей и материалов в необходимом положении, называется установкой.
Технологический процесс, включающий сборку и установку, называется монтажом. Формовка выводов элементов применяется с целью увеличения расстояния от корпуса элемента до места пайки. ИМС устанавливаются на расстоянии 1–1,5 мм от монтажной плоскости, с целью более эффективного охлаждения. Установка РЭ должна обеспечить надёжное механическое и электрическое соединение.
Пайка технологический процесс, при котором обеспечивается неразъёмное соединение металлических или металлизированных поверхностей деталей. Соединение осуществляется припоем. Прочность паяного соединения обеспечивается в результате взаимного растворения и диффузии металла соединяемых поверхностей и припоя. При пайке основной материал не плавится. От нагрева спаиваемых деталей зависит степень взаимного проникновения припоя и основного материала. С целью защиты от воздействия кислорода во время пайки используются флюсы.
В технологический процесс пайки входят следующие операции:
1. Подготовка спаиваемых поверхностей.
2. Прогрев спаиваемых поверхностей с одновременным нанесением на места пайки флюса и припоя.
3. Фиксация соединяемых деталей и выдержка в одном положении до полного застывания припоя.
4. Очистка места пайки от остатков флюса и других отходов процесса пайки.
К специальному контролю токоведущих частей монтажа относится проверка целости и соответствия цепей, состояния изоляции и величины переходных сопротивлений. Под целостью подразумевается отсутствие в ней обрыва. Целость цепей и правильность их проверяются прозвонкой. Для прозвонки используют тестеры, вольтметры, пробники.
По способам контроля различают:
1. визуальный.
2. геометрический.
3. механический.
4. электрический.
5. технологический.
Визуальным контролем выявляется наличие дефектов на поверхности детали, сборочной единицы. При визуальном контроле проверяются качества паек, состояние разъемных соединений, наличие изломов проводов и жил в многожильных кабелях, плавность хода переменных резисторов, конденсаторов.
Геометрическим контролем проверяют соответствие размеров и форм деталей, сборочных единиц образцам и чертежам.
Механический контроль выполняется для проверки прочности крепления деталей, сборочных единиц, а так же различных соединений электрического монтажа. Для проверки применяют различные динамометры.
Электрический контроль осуществляется путем проверки на соответствие картам сопротивлений или напряжений, а так же различных параметров на соответствие техническим требованиям или программе контроля.
Технологический контроль состоит в проверке правильности проведения всех операций технологического процесса. Этот контроль необходим для предотвращения нарушений технологических режимов из-за замены материалов, неисправного действия оборудования и так далее.
После завершения полного контроля изделия сравнивают полученные характеристики и параметры с заданными. Если отклонение заданных параметров от полученных больше 10%, то изделие бракуется и возвращается на доработку. Если изделие отвечает заданным параметрам, то оно запускается в эксплуатацию.
Этапами технологического процесса сборки монтажа и наладки макета для программирования и отладки программ является:
1) Входной контроль печатной платы и элементов на соответствие заданному качеству, производится на рабочем столе при помощи лупы с пятикратным увеличением.
2) Лужение выводов, устанавливаемых радиоэлементов. Производится на полуавтоматической линии лужения с применением припоя «ПОС-61» и флюса «ЛТИ-120».
3) Формовка и обрезка выводов устанавливаемых радиоэлементов производится на специализированной установке. Замеры производятся штангенциркулем.
4) Контроль подготовленных к пайке радиоэлементов на соответствие заданным параметрам производится на радиомонтажном столе с применением мультитестора и лупы с пятикратным увеличением.
|
6) Пайка выводов радиоэлементов к контактным площадкам печатной платы производится методом волны, в специализированной ванне с применением припоя «ПОС-61».
7) Электрический контроль печатного узла производится на специализированном стенде для электрического контроля, путём подключения к модулю питания и периферийных устройств.
8) Промывка печатного узла для удаления остатков флюса производится на специальной виброустановке в спирто-бензиновой смеси.
9) Сушка печатного узла для испарения остатков спирто-бензиновой смеси производится в сушильной камере с регулирующимся температурным режимом.
10) Лакирование печатного узла с нанесением защитного покрытия лака, производится в покрасочной камере с использованием лака «УР-231».
11) Сушка печатного узла для затвердевания лака производится в сушильной камере с регулирующимся температурным режимом.
12) Визуальный (окончательный) контроль печатного узла производится на радиомонтажном столе с помощью лупы с пятикратным увеличением.
13) Настройка и проверка работопригодности макета для программирования и отладки программ проверяется с помощью персонального компьютера, конкретно установкой микроконтроллеров серий 12ХХ и 16ХХ фирмы Microchip в слоты для программирования Х3 и Х5.
Процесс сборки, монтажа и наладки радиоэлектронной аппаратуры сопровождается вредными воздействиями различных веществ, приборов и электрического тока на организм человека. Поэтому, создание здоровых и безопасных условий труда на предприятии – важнейшая задача, возлагаемая на администрацию, которая обязана внедрять современные средства техники безопасности, предупреждать производственный травматизм и создавать санитарно-гигиенические условия, предотвращающие возникновение профессиональных заболеваний. Производственные здания, сооружения, оборудование, технологические процессы должны отвечать всем требованиям, обеспечивающим здоровье и безопасные условия труда. Ни одно предприятие, цех, участок производства не могут быть приняты и введены в эксплуатацию, если на них не обеспечены эти условия.
При выполнении монтажных работ необходимо строго соблюдать основные правила техники безопасности.
Наиболее опасно поражение электрическим током. Действие тока на организм человека зависит от силы тока, частоты, напряжения, продолжительности воздействия, пути прохождения и индивидуальных особенностей организма человека. Чем выше сила тока, тем больше опасность (ток 0,1 А и выше, как правило, смертелен для человека). Чем больше напряжение, тем меньше сопротивление кожи. Относительно безопасным является напряжение не выше 40 В. Более высокие напряжения, особенно широко используемые промышленные напряжения 220 и 380 В, могут привести к смерти.
Опасность действия тока увеличивается с уменьшением частоты тока (наиболее опасны для человека токи промышленной частоты) и с увеличением времени воздействия тока на человека Токи высокой частоты (50 кГц и выше) не смертельны, но могут причинить сильные ожоги.
Вытаскивать шнур со штепсельной вилкой из сетевой розетки необходимо за корпус вилки, а не за шнур, иначе можно выдернуть не вилку, а один из проводов. На рабочем месте во время работы не должно быть посторонних материалов, инструментов и деталей, так как это снижает производительность труда и приводит к травмам рук монтажника.
Жидкости, применяемые для промывки мест паек (спирт, растворитель, скипидар), следует хранить в посуде, хорошо закрывающейся пробками.
Чтобы сократить до минимума испарение, посуду открывают только в момент пользования жидкостью. Запрещается промывать пайки бензином, так как это может привести к пожару.
При работе с паяльником следует беречь руки от ожогов. Чтобы предохранить руки от ожога, детали держат пинцетом или сложенной в несколько слоев тряпкой.
Мелкие детали и неизолированные провода при пайке поддерживают пинцетом или плоскогубцами.
Особенно следует опасаться разбрызгивания расплавленного припоя. В таких случаях надо беречь глаза, так как мельчайшие частицы горячего припоя, попадая на глазное яблоко, могут вызвать серьёзное повреждение глаз.
Очень осторожно надо залуживать концы проводов и выводов деталей при использовании ванночки с расплавленным оловом. Ванночка должна стоять устойчиво, а перед включением в сеть для расплавления припоя её необходимо ставить на большой противень из стали или латуни с бортами высотой 10–15 мм по краям. Такой противень предохранит расплавленный припой от растекания по столу, если ванночка случайно опрокинется. Противень с ванночкой нельзя переносить до тех пор, пока припой не застынет.
Существуют различные меры предохранения от вредных воздействий:
А) меры предохранения от поражения электрическим током;
Б) меры предохранения от ожогов и отравления;
В) меры предохранения от взрывов и пожаров.
А) меры предохранения от поражения электрическим током
1. Лица, допущенные к лужению и пайке с электрическим нагревом, должны быть проинструктированы по технике электробезопасности.
2. Корпуса электрических машин и трансформаторов должны быть надёжно заземлены. (При работе на установках с ламповыми генераторами для защиты от вредного влияния ТВЧ необходимо устанавливать специальные экраны).
3. Напряжение питания паяльника должно быть не выше 36 В.
4. Электрические провода, подводящие питание к рабочему месту, должны быть надежно изолированы и защищены от механических повреждений.
Б) меры предохранения от ожогов и отравления
1. Места где производится пайка должны быть оборудоваться местными вытяжными устройствами, обеспечивающими скорость движения воздуха непосредственно на месте пайки не менее 0,6 метров в секунду. Помещения, в которых размещаются участки пайки, необходимо обеспечить приточным воздухом, подаваемым равномерно в верхнюю зону, в количестве, составляющем, примерно, 90% объёма вытяжки.
2. Для предохранения глаз от ожогов необходимо пользоваться защитными очками.
3. При пайке в соляных ваннах пользоваться специальной одеждой (халат или комбинезон, асбестовые рукавицы). На рабочем месте должны находиться необходимые средства противопожарной безопасности (песок, лопаты, кошма и др.)
4. При работе с ваннами расплавленных солей или флюсов запрещается пользоваться холодным загрязненным влажным инструментом и загружать в ванну не высушенные и не очищенные от масла детали.
5. При пайке на специализированных установках перед началом работы следует изучить правила эксплуатации соляных ванн, изложенные в соответствующих технических описаниях.
6. Необходимо знать и соблюдать меры предосторожности при работе с газовыми горелками (следить за герметичностью аппаратуры и шлангов, не паять вблизи огнеопасных материалов и т.п.).
В) меры предохранения от взрывов и пожаров
1. При пользовании баллонами с инертными и горючими газами предохранять их от толчков, ударов и нагрева, укреплять в вертикальном положении в специальных стойках.
2. При лужении и пайке магния и его сплавов соблюдать «Временные правила по технике безопасности и противопожарной безопасности при литье, механической и других видах обработок магниевых сплавов».
3. При пайке в печах с восстановительной атмосферой соблюдать правила, обеспечивающие взрывобезопасность.
Под надёжностью устройства понимается его свойство выполнять заданные функции, сохраняя во времени значение установленных эксплуатационных показателей в заданных пределах, соответствующих заданным режимам и условиям использования, технического обслуживания, ремонта, хранения и транспортировки.
Состояние, при котором схема способна выполнять заданные функции, сохраняя значения заданных параметров в пределах, установленных нормативно – технической документацией (НТД) называется работоспособным. Если значение хотя бы одного параметра, характеризующего способность устройства выполнять заданные функции, не соответствует установленным НТД требованиям, то оно находится в неработоспособном состоянии. Нарушения работы устройства называется отказом.
Под сбоем логического элемента (узла) понимается непредусмотренное изменение состояния этого элемента (узла), после которого работоспособность самовосстанавливается или восстанавливается оператором без проведения ремонта.
Главными свойствами объекта, обеспечивающими его надёжность, являются свойства:
Безотказность – свойство объекта непрерывно сохранять работоспособность в течение некоторого времени.
Ремонтопригодность – свойство объекта, заключающееся в приспособленности к предупреждению и обнаружению причин возникновения его отказов, повреждению и устранению их последствий путём проведения ремонта и технического обслуживания.
Долговечность – свойство объекта сохранять способность до наступления предельного состояния с необходимыми прерываниями для технического обслуживания и ремонтов.
Сохраняемость – свойство объекта непрерывно сохранять исправность и работоспособное состояние в течении и после хранения и (или) транспортировки. Вероятность безотказной работы – вероятность того, что в пределах заданной переработки отказ не возникает.
Наработка на отказ – отношение наработки восстанавливаемого объекта к математическому ожиданию количества его отказов в течении этой наработки.
Расчет надежности – это определение качественных характеристик надежности с целью выявления слабых мест в электрических схемах и изыскания путей повышения надежности. Рассчитанные данные должны соответствовать техническим условиям. В случае получения надежности ниже требуемой должны быть приняты меры для её повышения.
Существует несколько методов определения надежности и они делятся на две группы: приближенный или ориентировочный, полный или окончательный расчёт. В данном курсовом проекте использован приближенный метод расчета надежности по экспоненциальному закону. Исходными данными для расчета являются: схема электрическая принципиальная и справочные данные интенсивности отказов. Данные для расчета приведены в таблице. Предполагается, что данное устройство будет работать в нормальных условиях эксплуатации.
Таблица 5
| Наименование элементов |
Число элементов Ni |
Интенсивность отказа λi*10-6 [1/час] |
λi*Ni*10-6 [1/час] |
| PIC16F877 |
1 |
0,64 |
0,64 |
| DS1230 |
1 |
0,24 |
0,24 |
| КР142ЕН5А |
1 |
0,03 |
0,03 |
| КР1533ЛИ2 |
1 |
0,2 |
0,2 |
| КР1533ЛН1 |
4 |
0,2 |
0,8 |
| Диоды |
2 |
0,05 |
0,1 |
| Транзисторы |
1 |
0,57 |
0,57 |
| Оптроны |
1 |
0,17 |
0,17 |
| Переключатели |
4 |
0,17 |
0,68 |
| Индикаторы |
4 |
0,12 |
0,48 |
| Светодиоды |
1 |
0,42 |
0,42 |
| Разъёмы Х1, Х2, Х4 |
3 |
0,05 |
0,15 |
| Разъёмы Х3, Х5, Х6, Х8 |
4 |
0,31 |
1,24 |
| Разъёмы Х7, Х9 |
2 |
0,3 |
0,6 |
| Места пайки |
362 |
0,01 |
3,62 |
| Кварцевый резонатор |
1 |
0,81 |
0,81 |
| Пьезоэлектрический излучатель |
1 |
4,0 |
4,0 |
| Резисторы ОМЛТ – 0,012 |
35 |
0,007 |
0,245 |
| Перемычки |
2 |
0,015 |
0,03 |
| Конденсаторы С5, С6, С7, С8 (1000пФ) |
4 |
0,1 |
0,4 |
| Конденсаторы С4 (1 мкФ) |
1 |
0,06 |
0,06 |
| Конденсаторы С2, С3 (0,33 мкФ) |
2 |
0,07 |
0,14 |
| Конденсаторы С1 (220 пФ) |
1 |
0,07 |
0,07 |
Определяем общее значение интенсивности отказов элементов схемы:
1. Λобщ = (0,64+0,24+0,03+0,2+0,8+0,1+0,57+0,17+0,68+0,48+0,42+
+0,15+3,62+0,81+0,4+0,245+0,03+4,0+1,24+0,6+0,06+0,14+0,07)* 10-6 [1/ч] = 15,695*10-6 [1/ч]
Вычисляем вероятность безотказной работы для нескольких промежутков времени:
2. P(t)=e –Λобщ*
P(0)=e –15,695*10^-6*0 =1
P(10)= e –15,695*10^-6 *10 =0,999843
P(100)= e –15,695*10^-6 *100 =0,99843
P(1000)= e –15,695*10^-6 *1000 =0,98442
P(10000)= e –15,695*10^-6 *10000 =0,85474
P(100000)= e –15,695*10^-6 *100000 =0,20815
Наряду с вероятностью безотказной работы Р(t) можно определить показатель вероятности отказов Q(t), который определяется по формуле:
3. Q(t)=1-P(t)
Q(0)=1–1=0
Q(10)=1–0,999843=0,000157
Q(100)=1–0,99843=0,00157
Q(1000)=1–0,98442=0,01558
Q(10000)=1–0,85474=0,14526
Q(100000)=1–0,20815=0,79185
Определяем наработку на отказ:
4. То = 1/Λобщ = 1/(15,695*10-6 ) = 63714,6 часов = 2654,775 дней = 87,04 месяцев ≈ 7,25 лет.
По результатам вычислений строим графики зависимости вероятности безотказной работы и вероятности отказов от времени (лист 44).
В результате проведённых вычислений, очевидно, что схема надёжна, т.к. наработка на отказ составляет 7,25 лет.
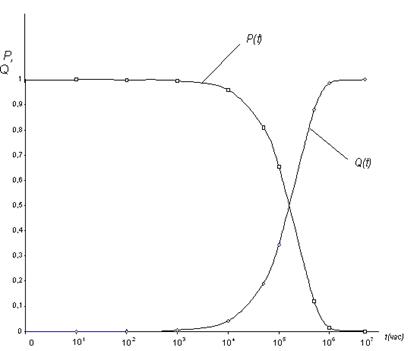
Масштабы: по оси P, Q – в 1 см 0,1 Р, Q
по оси t – в 2 см 10 n час (где n = 1,2,3…)
Перечень элементов
| Позиционное обозначение |
Наименование |
Кол-во |
Примечания |
| R1 R2, R5, R8, R13, R21, R23 R3, R6, R24, R31, R32, R33, R34 R4 R7, R17, R22, R25, R26 R9, R10, R12, R13, R14, R16, R19, R20 R11 R15 R27 R28 R35 VT1 C1 C2, C3 C4 C5, С6, С7, С8 VD1 DD1 DD2 DD3.1-DD3.4 DD4 DА1 VD3 ZQ1 |
Резисторы МЛТ – 1,5 МОм МЛТ – 1 MОм МЛТ – 10 MОм МЛТ – 22 MОм МЛТ – 2 MОм МЛТ – 100 кОм МЛТ – 5,1 Мом МЛТ – 200 кОм МЛТ – 200 Ом МЛТ – 510 кОм МЛТ – 510 Ом Транзистор КТ814В Конденсаторы КМ5 – 0,22 мкФ КМ5 – 0,33 мкФ КМ5 – 1 мкФ КМ5 – 1000 пФ Диоды КД522Б Микросхемы К293ЛП1 PIC16F877 КР1533ЛН1 КР1533ЛИ2 КР142ЕН5А Светодиод АЛ307В Кварц 20МГц |
1 6 7 1 5 8 1 1 1 1 1 1 1 2 1 4 2 1 1 4 1 1 1 1 |
![]()
Заключение
В данном дипломном проекте разрабатывался Устройство для программирования РЭУ.
В описательной части проекта рассматриваются основные виды производств, а также принципы конструирования. Рассматриваются примеры возможного использования и преимущества конструкции схемы, характеристики, параметры и достоинства основных элементов схемы. Схема электрическая структурная описывает законченные функциональные блоки УПМ. В схеме электрической принципиальной приведен пример функционирования УПМ на конкретных кодовых комбинациях. По кодовым комбинациям построены временные диаграммы, которые показывают работу схемы. Подробно описывается работа МП БИС 16F877 и ОЗУ БИС DS1230 по схемам электрическим функциональным.
В технологической части проекта были представлены методы компоновки и конструирования печатных плат. Так же было дано обоснование выбранного метода. В данном дипломном проекте используется моносхемный принцип конструирования. Была представлена краткая теория о правилах техники безопасности на производстве.
В расчётной части проекта производится расчёт надёжности схемы УПМ по экспоненциальному закону, который показывает, что схема имеет достаточно высокие показатели надёжности и имеет наработку на отказ 7,25 лет.
Графическая часть проекта включает в себя схему электрическую принципиальную макета для программирования и отладки программ, компоновку платы, а также схему электрическую структурную.
В результате разработки проекта был собран и отлажен действующий Устройство для программирования РЭУ.