| Скачать .docx |
Курсовая работа: Переробка термопластичних полімерів
ЗАТ «Поліком» було засновано в 1997 році як закрите акціонерне товариство завдяки ініціативі спеціалістів – однодумців.
За короткий термін їм вдалося освоїти технологію ротаційного формування ПВХ – пласти золів, швидко ввійти на ринок медичних товарів і домінувати ні вітчизняному ринку виробів медичного призначення з пласти золю.
Більш ніж 20 – річний науковий та виробничий досвід спеціалістів підприємства в галузі синтезу та переробки емульсійного полівінілхлориду дозволяє їм бути лідером у розробці композицій на основі емульсійного ПВХ, виробництві широкого спектру товарних ПВХ – пласти золів.
Продукція ЗАТ «Поліком» відома далеко за межами України. Росія, Білорусь, Казахстан, Молдова, Вірменія, Литва – далеко не повний перелік країн, де їхня продукція користується попитом.
Продукція що виробляє ЗАТ «Поліком»: спринцівки пласти зольні полівінілхлоридні, м’ячі пласти золеві ігрові, аспіратори дитячі, молоко відсмоктувачі, фалоімітатори.
«Поліком» – це підприємство яке динамічно розвивається. І воно співпрацює з іншими фірмами які розуміють їхню методику бізнесу.
2. Характеристика продукції, що випускається
Спринцівки пластизольні полівінілхлоридні, згідно ТУ У 24681750.003 2001
Спринцівки призначені для медичних цілей в лікувальних установах та для індивідуального користування.
Розрізняють спринцівки типу А і типу Б.
Спринцівки типу А являють собою балон, верня частина якого оформлена у вигляді наконечника.
Спинцівки типу Б являють собою балон, в горловину якого вставлений наконечник.
Номер спринцівки відповідає її місткості кратній тридцяти.
Основні розміри спринцівок забезпечуються оснасткою ( ротаційними формами ) І повинні відповідати ТУ 24681750.003-2001
Спринцівки типу А та алони до спринцівок типу Б виготовляють з ПВХ пластизолю Рецептура якого наведена в наступних розділах. Наконечики виготовляються з поліетилену. З’єднання балона типу Б з наконечником повинно бути герметичним.
Місткість та активність спринцівок в залежності від номеру повинні відповідати даним наведеним в таблиці 1.
Таблиця 1.1

Активність спринцівок визначається часом, на протязі якого спринцівка заповнюється певною кількістю води, попередньо витисненої з неї.
Спринцівки виготовляють будь – якого кольору.
Нерівномірність кольору відхилення від норми не рахується. На поверхні спринцівок не допускаються тріщини, розриви та відхилення по розмірам і кількості, які перевищують величини дані в таблиці 2.
Таблиця 1.2
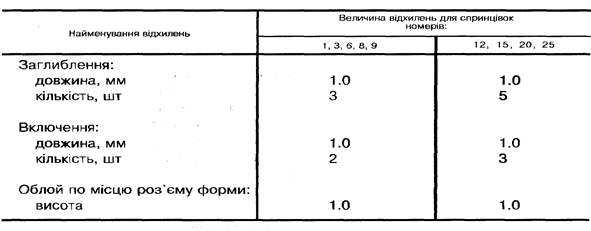
Примітка: 1. Глибина заглиблень не повинна перевищувати допуск на товщину стінки спринцівок.
2. Довжина відхилення визначається як будь – який найбільший лінійний розмір.
Поверхня наконечників повинна бути гладкою, без тріщин, недоливів, забруднень. Зачищені сліди роз’ємну пресформи відхиленням від норми не вважаються.
3. Характеристика сировини, матеріалів і напівпродуктів
Основна сировина, матеріали і напівпродукти наведені в табл.2
Таблиця 2
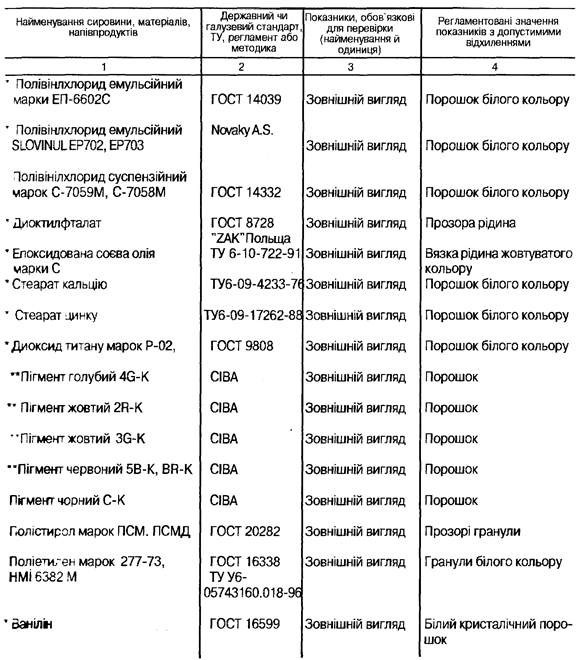
Примітка:
Допускається заміна на інші марки вказаних матеріалів, що по якості не поступаються приведеним. Допускається заміна на пігменти, дозволені для виготовлення іграшок, виробів харчового та медичного призначення.
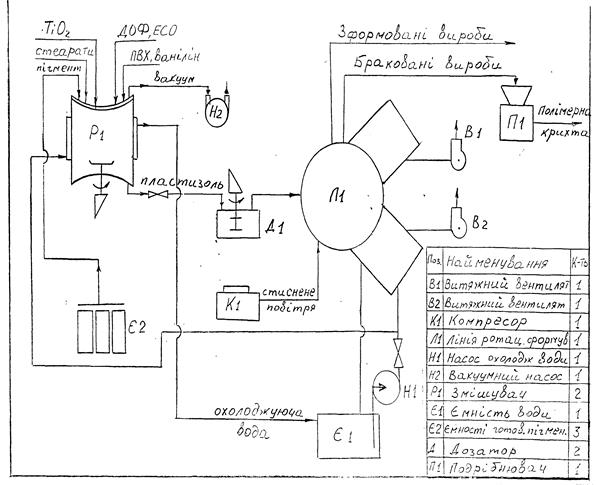
4. Опис технологічного процесу та схеми
Схема технологічного процесу виробництва балонних виробів з ПВХ - пластизолю
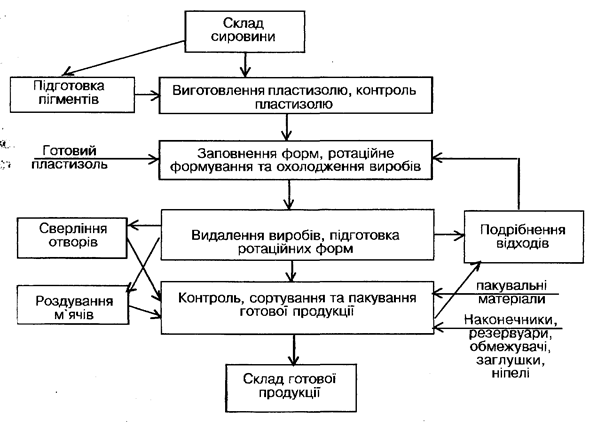
Технологічна схема процесу ротаційного формування
5. Рецептура ПВХ – пластизолю марки Д 17Ин для виробництва спринцівок, м’ячів
Таблиця 3
6. Ротаційне формування
1. Загальна інформація
Цей спосіб переробки термопластичних полімерів в основному служить для виготовлення великих порожнистих виробів технічного застосування.
У форму, що нагрівається, завантажується кількість полімерної сировини, що відповідає масі вироблюваного порожнистого виробу, яка при нагріві форми наплавляється на внутрішню стінку. В процесі нагріву і охолодження форма обертається відносно двох розташованих перпендикулярно один до одного осей, що забезпечує равномірне покриття розплавом усіх поверхонь форми. Максимальна швидкість обертання складає 30 про/хв, що дозволяє говорити про переробку без застосування тиску. За допомогою ротаційного формування виготовляються порожнисті вироби складної замкнутої або відкритої конструкції, об'ємом до 1500 л, діаметром до 2000 мм і завдовжки до 2500 мм. Якщо провести порівняння з іншими технологіями: роздмухуванням порожнистих виробів і, особливо, з литвом під тиском, переваги цього мето-да полягають в нижчих капітальних витратах на устаткування і оснащення з одного боку, а з іншої - в забезпеченні технічної можливості виготовлення великих формованих виробів практично без внутрішньої напруги, з достатньою товщиною стінок і без значної різниці в них, наприклад, контейнерів або місткостей для шкідливих хімікатів і рідкого палива.
В першу чергу ротаційне формування застосовується у випадках, коли неможливо застосування методу роздувного формування.
7. Формовочні маси
Ротаційним формуванням можна переробляти практично усі порошкоподибні або пастоподібні термопласти, а крім того, рідкі мономери з відповідними добавками каталізаторів і ініціаторів. Для виготовлення виробів з товстими стінками краще всього підходять менш термочутливі формувальні маси, наприклад, ПЭ.
Особливе значення слід надавати розміру і формі гранул що переробляється. Це впливає на параметри розплавлення і на розподіл товщини стінок виробу. Відповідний розмір гранул можна забезпечити додатковим подрібненням закуповуваної сировини. За допомогою спеціально розроблених для цього розмелюючих установок (млинів) гранулят може бути подрібнений до необхідною розміру без розпускання його на волокна.
При переробці рідких мономерів полімеризація відбувається в процесі ротаційного формування. Розплавлений мономер, наприклад капролактам маєте з одним або декількома катализаторами завантажується в ротаційну форму за допомогою устаткування змішувача, де в процесі обертання починається полімеризація. Такі вироби відрізняються кращою стійкістю до механічних і хімічних навантажень, чим виготовлені з грануляту. Часто це є основою для обробки внутрішньої поверхні менш стійких виробів додатковим шаром з рідких мономерів. Так, наприклад, за наявності спеціальних вимог, внутрішня поверхня поліетиленових місткостей обробляється ПП. При визначенні розрахунку такої місткості слід враховувати, що міцність зчеплення між різними шарами іноді обмежена. Проте при злитті шарів з пластифікованого і непластифікованого ПЭ зв'язок між ними, обумовлений відносно однаковим фізичним станом при температурах плавлення, що досягаються, настільки хороший, що пошарового розподілу не відбувається навіть при значному навантаженні на виріб.
Крім того, ротаційним формуванням можуть бути виготовлені порожнисті вироби, стінки яких містять армуючі наповнювачі, наприклад, скловолокно. Для формування таких армованих виробів в полімерну сировину додається відповідна кількість скловолоконної крихти, після чого ретельно змішаний матеріал завантажується в ротаційну форму. Правильний порядок виконуваних дій дозволяє отримати виріб, в стінках якого крихти волокон розподіляються рівномірно.
Завдяки ротаційному формуванню з'явилася можливість виготовлення полих виробів, стінки яких подібно до багатошарових конструкцій містять вспінені середні шари, що знаходяться між двома монолітними захисними шарами, в ході однієї технологічної операції. При цьому уся багатошарова стінка може бути виготовлена як з одного матеріалу, так і з різних (наприклад, зовнішній вспененный шар з ПЭ, а внутрішній з ПА).
Для виготовлення невеликих виробів, наприклад, іграшок, використовуються пасти ПВХ.
8. Технологічні установки для ротаційного формування
Технологічні установки для ротаційного формування можуть бути розділені на три різні типи машин залежно від системи нагріву форм. В процесі модернізації установки, що нагріваються полум'ям, поступово поступилися місцем установкам, що нагрівається повітрям, а ті, у свою чергу, були витіснені устаткуванням, що обігрівається маслом.
Конструкція і призначення установок для ротаційного формування
Перед технологічною установкою для ротаційного формування ставляться наступні завдання:
• нагрівання форми;
• обертання форми в декількох площинах;
• охолодження форми.
Одна з частин установки включає контур циркуляції масла з насосами, що подають масло з накопичувального резервуару у форму. Електричні нагрівачі забезпечують можливість швидкого нагріву масла, яке слід розглядати в якості термостатуючого середовища. Для повороту форми, яка закріплена на крепежному фланці з двома осями обертання, найчастіше розташованими перпендикулярно, служить двигун з редуктором. Число оборотів установки складає до 30 про/хв. Охолодження форми, а разом з нею і розплаву, здійснюється холодним потоком масла з окремого охолоджуваного масляного резервуару.
Конструкції ротаційних технологічних установок
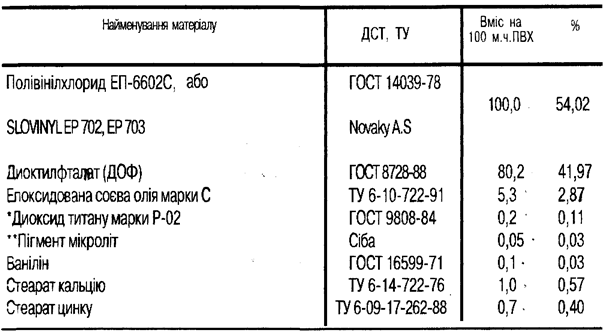
На мал. 1 представлена сучасна установка, на якій можлива переробка будь-якої придатної для ротаційного формування сировини, наприклад, ацетобутирату целюлози, пропионата целюлози, НС і таких мономірних початкових речовин. У форму завантажується полімерна сировина, і при нагріві починається обертальння в двох площинах. Після нагріву (тривалість від 5 до 25 хвилин залежить від товщини стінок виробу) процес розплавлення завершується. Попередня підготовка форми полягає в ретельному чищенні, наприклад, при допомозі трнхлорэтилена (використовуйте засоби захисту органів дихання!) з наступним продуванням. Потім наносится термостабільний силіконовий лак (рівномірне нанесення тонким шаром), котрий піддається термообробці при температурі від 350 до 400 СС. Другий дуже тонкий лаковий шар значною мірою підвищує термін служби форм капролактам, який при додаванні ініціаторів у формі в результаті полимеризацій перетворюється на ПА 6.
9. Ротаційні форми
На відміну від більшості інших технологій переробки полімерів при використанні ротаційного методу процес переробки протікає без використання тиску, а це означає що форми найчастіше виготовляються з листової сталі.
Проте і такий метод переробки висуває до форм особливі вимоги. Часті зміни температур, яким піддаються форми, необхідно враховувати як при виборі матеріалу, так і при їх конструюванні. Особливу увагу слід приділяти якості поверхні гнізда форми, оскільки вона переноситься на зовнішню поверхню виробу. Внутрішня поверхня форми має бути гладкою і не повинна мати пор. Надзвичайної акуратності вимагають наступна обробка зварних швів. Вимога якісного і точного оформлення поверхні висувається на перший план, оскільки від цього значною мірою залежить собівартість виробу. Також необхідно звернути увагу на герметизацію форми.
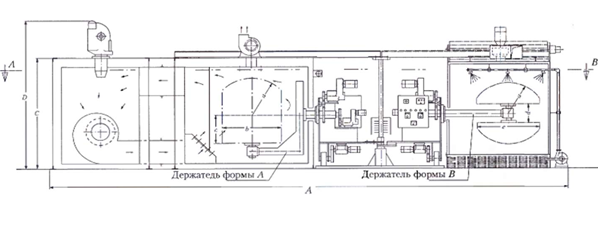
Рис.1. Установка для переробки будь-якої ротаційної сировини
Розріз А-В
|
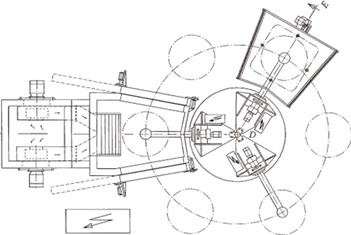
Мал. 2. Горизонтальна проекція ротаційної технологічної установки,представлений ний на Рис.1
Для нагріву форм в сучасних технологічних установках в основному використовується масло. Нагріваючі і охолоджуючі канали, виконані таким чином, що здатні забезпечити підтримку рівномірної температури. Для виготовлення одногніздних форм з подвійною стінкою в основному використовується листова сталь. Стійки створюють опору для зовнішньої поверхні і внутрішніх стінок. По своїх розмірах і типі кріплення ці стійки такі, що вони без необхідності не збільшують теплоємність форми, одночасно забезпечуючи оптимальне протікання теплоносія (мал. 13.3).
При конструктивному виконанні ротаційних форм, як і при конструюванніі інших пресформ, призначених для переробки полімерної сировини, необхідно уникати гострих кромок і кутів, а також значних відмінностей в товщині стінок
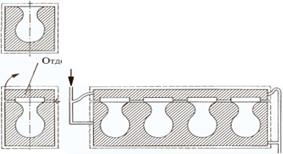
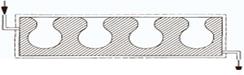
Багатогніздні форми (мал. 13.4) виготовляються в основному з листового алюмінію, і товщина стінок таких форм досягає 6 мм. При цьому до конструкції пред'являються такіж вимоги, що і до форм з листової сталі. Алюмінієві формы з товщиною стінок до 20 мм мо-жут бути виготовлені з будь-якою поверхностью, а це означає що і оформлення поверхні виробів може бути таким, що відповідає. Для отримання дзеркальних поверхностей може бути нанесене гальваничне покриття. Піскострумінна обробка забезпечує матові поверхні виробів, і полегшує їх витягання з форми.
10. Виготовлення виробів
Виготовлення виробів з використанням ротаційної технології починається із завантаження холодної форми порошкоподібною або меленою полімерною сировиною. Формувальна маса має бути сухою і може бути забарвлена. Кількість зваженої полімерної сировини залежить від розмірів формованого виробу і необхідної товщини стінки. Розрахунок ведеться по щільності полімерної сировини. З досвіду відомо, що оптимальна товщина стінок виробу при переробці ротаційним формуванням складає від 1,5 до 10 мм. Із-за поганої теплопровідності полімерів при виготовленні виробів з товщиною стінок більше 10 мм втрачається контроль над процесом, що може привести до термічної деструкції полімерної сировини. Після заповнення форма змикається. Для вирівнювання тиску необхідно передбачити можливість відведення повітря - вентиляційні канали вводяться углиб гнізда форми так, щоб виключити їх закупорювання розплавом. З початком подачі тепла починається обертання форми відносно двох осей, причому з різними швидкостями. Для визначення оптимального передавального відношення рекомендується проводити попередні випробування. Сучасні ротаційні установки виконані таким чином, що обидва види обертання регулюються безступінчато і незалежно один від одного.
Нагрівання форми повинно здійснюватися рівномірно, тобто теплоносій повинен мати постійну температуру, і протікати через форму з досить високою швидкістю. Часто в цій якості використовується спеціальне термостабільне масло. Температура теплоносія залежить від матеріалу, що переробляється, а температура розплаву повинна узгоджуватися з рекомендаціями виробників полімерної сировини.
Надмірно тривалий нагрів або розплавлення можуть привести до деструкції полімерної маси, а в екстремальних умовах відбувається окислювальне розщеплення, протистояти якому можна за допомогою азоту, введеного в порожнину форми. Після розплавлення усіх часток полімерної сировини починається фаза охолодження - контур нагріву відключається, а замість нього підключається контур охолодження.
Так само як і нагрів, охолодження повинне здійснюватися рівномірно, причому швидкість охолодження має вирішальне значення для якості готового виробу. Процесом охолодження можна управляти, регулюючи час відкачування теплоносія і підключення середовища, що охолоджує. На сучасних ротаційних технологічних установках процес охолодження програмується. Час охолодження залежить від товщини і геометрії виробу, а також від виду полімеру. Воно може дорівнювати часу нагріву, і навіть перевершувати його.
Після охолодження форма може бути розімкнена, а виріб витягнутий з неї. Для полегшення процесу витягання виробу з форми при переробці полиолефинів це рекомендується заздалегідь готувати, тобто перед завантаженням полімерної сировини на робочу поверхню форми рекомендується нанести антиадгезійний засіб.
Переробка паст ПВХ, паст з пінонластів і сумішей порошків з пластифікованого ПВХ дещо відрізняється від описаного раніше виробничого процесу. Низька термічна стабільність цих матеріалів вимагає точного дотримання інструкцій виробників.
11. Додаткова обробка
Зняття облоя здійснюється кінцевою фрезою на гнучкому валу. Для зенкування країв від верстий використовуються дискові пили із зубами з твердого сплаву і хорошим вільним резом, або фрези в допоміжних інструментах. Вироби з непластифцікованого ПЭ з рівними поверхнями частенько вимагають додаткового калібрування. Затискні калібри можуть бути виготовлені з дерева. Готовий виріб слід затиснути відразу після витягання з форми. Воно повинне залишатися на калібрі до повного охолодження. Тому готується декілька комплектів калібрів. Також позитивно зарекомендувало себе проведення через головну вісь машини магістралі з тиском повітря, рівним приблизно 0,5 атмосфер. Повітря подаєтся для забезпечення опори усередині виробу після завершення попереднього охолодження водою. За рахунок цього стінки виробу краще притискаються до стінок формы, охолодження протікає рівномірно відбувається по усій поверхност і вироби, а також більше рівномірно протекае т процес усадки. Повітря вводиться у форму через інший канал. Надмірний тиск, що становить більше 0,5 атмосфер, відводиться через вентиляційні канали (точний розрахунок поперечних перерізів). Повітря повинне турбуліроваться, у середині форми - це досягається за допомогою відбивних перегородок або застосуванням голівки, що розпиляла.
12. Дефекти, що виникають в процесі переробки
Неправильна переробка різної полімерної сировини може привести до дефектів формованих виробів і проявляється таким чином:
Прилипання формованих виробів до стінок форми.
Прилипання утрудняє витягання виробу з форми, і його слід всіляко уникати, з тим щоб запобігти як руйнуванню форми, так і ушкодженню самого виробу.
Контрзаходи:
• рівномірне розплавлення і запобігання появі нерозплавлених частинок полімерної сировини;
• чищення і поліровка внутрішньої робочої поверхні форми;
• по можливості нанесення однакового антиадгезійного шару;
• при певних обставинах перенесення розділової поверхні форми.
Зміна забарвлення виробів
Термічна деструкція полімерної сировини виражається у видимій зміні кольору усередині і зовні готового виробу (колір від жовтуватого до коричневого). Це ушкодження, яке здається тільки зовнішнім, також пов'язане зі зниженням жосткості виробу.
Контрзаходи:
• скорочення часу нагріву;
• зниження температури нагріву;
• конструктивні зміни виробу в цілях зниження товщини його стінок.
Утяжини
Утяжини погіршують не лише зовнішній вигляд виробу; вони призводять до недопустимих відхилень від заданого розміру. Практично в усіх випадках поява утяжин пояснюється недостатнім вирівнюванням тиску усередині форми.
Контрзаходи:
Надмірний тиск, що виникає за рахунок теплового розширення ув'язненого у формі повітря або газоподібних продуктів розщеплювання може бути знято за допомогою вентиляційних каналів.
Викривлення
Викривлення виробів найчастіше виникає внаслідок помилок, допущених в процесі виробництва. Причинами є переривання процесу обертання або занадто тривале охолодження.
Контрзаходи:
• зниження температури розплаву;
• оптимізація процесу охолодження;
• збільшення часу обертання (формування);
• використання калібрів для коригування витягнутих з пресформи виробів.
Утворення пухирів і шорсткість поверхні
Причинами утворення пухирів і шорсткості поверхні виробів являются вологість полімерної сировини, недостатня тривалість нагріву і надмірно товсті стінки виробу.
Контрзаходи:
• попередня сушка полімерної сировини;
• збільшення тривалості нагріву;
• зменшення кількості завантажуваної полімерної сировини.
Різнотовщинність стінок виробу
Причину різниці в товщині стінок виробу слід шукати в неправильному виборі передавального відношення.
Контрзаходи:
• збільшення швидкості обертання;
• зміна напряму обертання.
Утворення смуг
Утворення смуг на внутрішніх порожнинах готового виробу також пояснюється неправильним вибором передавального відношення.
Контрзаходи:
• збільшення швидкості обертання;
• зміна напряму обертання.
Ламкість
Недостатня міцність готових виробів пояснюється або їх переробкою при занадто низькій температурі, або завданням недостатньо тривалого часу нагріву.
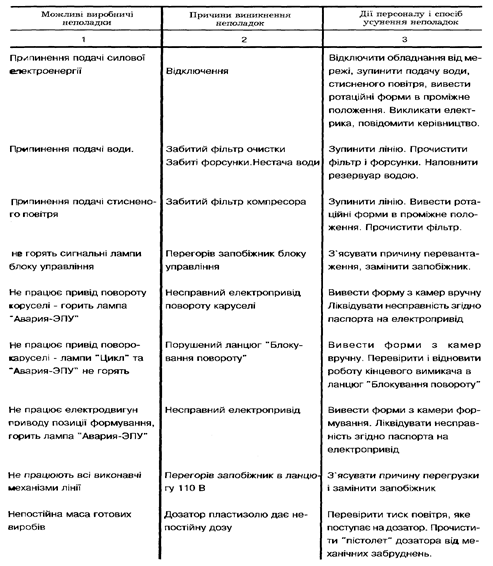
13. Можливі неполадки в роботі та способи їх ліквідації
Таблиця 8
14. Опис технологічного процесу виробництва
Підготовка пігменниів.
Для рівномірного розподілу пігменту, його попередньо змішують з пластифікатором ДОФ у співвідношенні пігмент: 1 : 9. Для цього беруть наважку пігменту в кількості ( 50 0,5 ) г. Зважування проводять на вазі В1 з межею зважування 2000 г і ціною поділки 0,1 г.
Мірним циліндром об’ємом 500 см3 відмірюють 459 мл ДОФ. Пігмент і ДОФ поміщають в скляний стакан, перемішують з допомогою електричної плитки на водяній бані до температури (60 – 80) о С і витримують при вказаній температурі (10 – 15) хв.. Суспензію пігменту охолоджують до цехової температури.
Диоксид титану попередньо змішують з диоктилфталатом в співвідношенні 1 : 1 і використовують у вигляді пасти.
Виготовлення пластизолю
Виготовлення пласти золю проводять в швидкісному змішуванні Р1, Р2, який являє собою нержавіючий апарат об’ємом 250 дм3 , з сорочкою охолодження та нижньопривідною мішалкою. Змішувач обладнаний вакуумним насосом.
Полівінілхлорид і диоктилфталат зважують на вазі В2 з межею зважування 60 кг і ціною поділки 0,01 кг.
ЕСО беруть по об’єму з допомогою мірних циліндрів об’ємом 1,0 дм3 .
Підготовлений пігмент та пасту диоксиду титану зважують на вазі В1.
В змішувач Р1 яерез відкидну кришку послідовно завантажують (42 0,5) кг ДОФ; (3,2 0,01) дм3 ЕСО; (520 5) г пасти диоксиду титану та (200 1) г суспензії пігменту мікроліту в диоктилфталаті.
Закривають кришку змішувача Р1 Р2, включають мішалку і перемішують компоненти на протязі (9 – 11) хв.
Зупиняють мішалку, відкривають кришку змішувача Р1, Р2, і засипають (30 ± 0,05) кг. ПВХ. Перемішують (10 ± 1) хв., потім додають ще (23 ± 0) кг ПВХ і перемішують під вакуумом на протязі (35 ± 5) хв..
Після додавання ПВХ в сорочку змішувача Р1, Р2 подають воду для охолодження і включають вакуум насос.
Після завершення процесу приготування пласти золю стравлюють вакуум в змішувачі Р1, Р, відкривають донний клапан і зливають готовий пластизоль через фільтр – сітку в ємності для пласти золю.
Заповнення форм, ротаційне формування та охолодження виробів
Заповнення форм ПВХ – пластизолем здійснюють з допомогою дозаторів Д1 – Д4. Кількість пластизолю, що подається в форми, визначають попередньо для кожного виду виробу і виставляють на штоку дозатора. Маса пластизолю для кожного виробу наведена в таблиці 6.
Таблиця 4

Заповнені пластизолем форми герметично закривають і подають в камеру формування, де при температурі (230 – 240)о С проходить спікання пластизолю.
З допомогою реле часу лінії “Сфера – 2” задають час формування: для спринцівок і аспіраторів – 6 хв., для м’ячів та фалоімітаторів 10 хв.
Швидкості обертання валів складають: горизонтальна – 6.3 об./хв., вертикальна – 2.7 об/хв..
Після камери формування форми автоматично подаються в камеру охолодження для розпилення водою та обдувом повітря. Режим охолодження підбирають в залежності від типу форм і їх кількості.
Видалення виробів, підготовка ротаційних режимів
Видалення виробів з форм проводиться вручну. Одночасно проводять видалення облою. Внутрішню поверхню форм обдувають стисненим сухим повітрям для видалення вологи і облою.
Сверління виробів
Сверління виробів в спринцівках типу А проводять на пристрої для сверління С1 із застосуванням свердл у відповідності до номеру спринцівки. Діаметр отвору повинен становити: А1 – 2.5±0.5 мм; А9 – 3.5±0.5 мм.
Роздування м’ячів
М’ячі роздувають до заданого розміру з допомогою стисненого повітря після видалення їх з ротаційних форм.
Отвр закривають технологічною заглушкою і по транспортеру м’ячі направляють в накопичувач, де витримуються на протязі не менше 6 годин.
Комплектування фаплоімітаторів
Фалоімітатор після видалення з ротаційних форм витримують при кімнатній температурі не менше 24 годин, а потім роздувають до заданого розміру за допомогою стиснутого повітря. Отвір закривають ніпелем і пакують в споживчу тару або картонні ящики.
Подрібнення відходів
Пластизоль після чистки змішувача Р1, Р2 та дозаторі Д1 – Д4 заливають вручну в ротаційні форми і проводять формування, згідно режимів.
Браовані вироби сортують по кольору і подрібнюють на дробарці Д1 до крихти розміром 3.0 : 8.0 мм. Отримані крихти використовують для виробництва м’ячів типу “конфеті” , або затарюють в мішки і здають на склад.
Контроль, сортування та пакування готової продукції
Готові вироби розпаковують у відповідності з вимогами до готової продукції, сортують і упаковують в гофрокартонні ящики.
Аспіратори та фалоімітатори можуть упаковуватись на вакуумпакувальному пристрої типу “Skin” “Blister”.
М’ячі попередньо здувають і пакують в стретч – плівку або поліетиленовий рукав.
Упаковані готові вироби здають на склад.
15. Щорічні норми утворення відходів виробництва
Таблиця 5.3

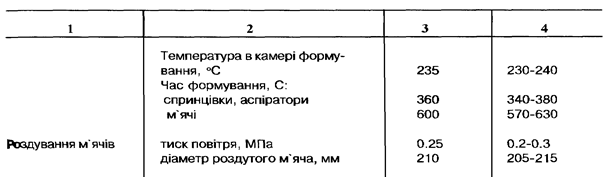
15. Норми технологічного режиму
Таблиця 6

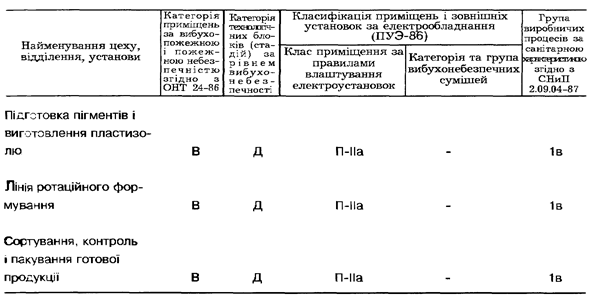
16. Безпечна експлуатація виробництва
Класифікація основних цехів, відділень і зовнішніх установок за вибухонебезпечністю, ступенем вогнестійкості, електрообладнанням і санітарною характеристикою
Таблиця 10
Пожежовибухонебезпечні та токсичні властивості сировини, напівпродуктів, готової продукції і відходів виробництва
Таблиця 11

Захист технологічних процесів і обладнання від аварій і травмування працівників
Таблиця 12

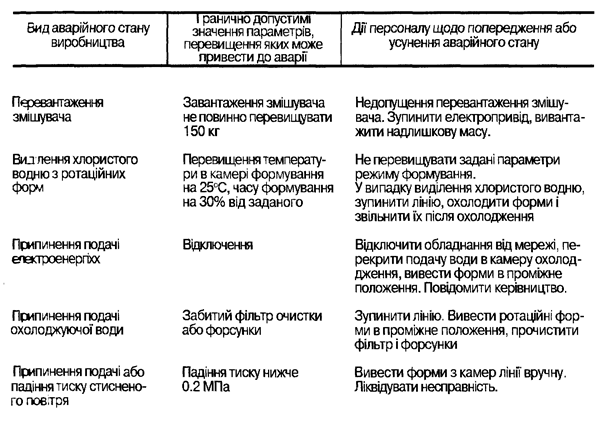
Аварійні стани виробництва, способи їх попередження і усунення
Таблиця 13
Перелік обов’язкових інструкцій
1. Інструкція по робочому місцю і техніці безпеки апаратника змішування
2. Інструкція по робочому місцю і техніці безпеки формувальника деталей та іграшок
3. Інструкція по робочому місцю і техніці безпеки сортувальника – складальника виробів
4. Загальноцехова інструкція по техніці безпеки, пожежній безпеці і промсанітарії
5. Інструкція по техніці безпеки при роботі на свердлильному пристрої
6. Інструкція по техніці безпеки при роботі на пакувальному пристрої
7. Інструкція по техніці безпеки при роботі на подрібнювачі полімерних матеріалів.
17. Освітлення
Освітлення в цеху передбачається природне і штучне. Природне освітлення роблять боковим, верхнім і комбінованим через вікна і світові ліхтарі. Штучне освітлення роблять загальним і комбінованим. Крім робочого освітлення, повинно бути аварійне освітлення для безпечного продовження роботи або для евакуації людей при виключені основного робочого освітлення. Воно має незалежне джерело живлення.
Для освітлення обладнання під час ремонту використовують низьковольтні переносні світильники на 12 і 36 В.
Видиме світло, яке відчувають органи зору представляє собою електромагнітні хвилі довжиною 380…770нм. Більш довгі хвилі називаються інфрачервоними, більш короткі - ультрафіолетовими. В залежності від кольору поверхні відбите світло має різну довжину хвиль і це обумовлює кольорові відчуття органів зору.
Вдень в цеху користуються природним світлом, яке забезпечує добру освітленість. Оптимальний коефіцієнт природної освітленості для робіт середнього ступеня точності складає 1,5. У вечірній час користуються штучним освітленням. Штучне освітлення доповнює природне і заміняє його в темну годину доби, полегшує працю і знижує втому. Якість освітлення залежить від його виду, виду джерела світла, типу світильника, кольору і забарвлення приміщення і обладнання.
Штучне освітлення. Штучне освітлення впливає на поліпшення продуктивності праці, якість продукції, зменшення браку і травматизму, поліпшення умов праці тощо.
За останні роки рівень освітленості підвищується і за кожні 10 років подвоюється. Підвищення освітленості робочих місць і впровадження більш удосконалених джерел світла – люмінісцентних ламп і арматури освітлення – значно поліпшили освітлювальні умови переважної більшості промислових підприємств. Поряд з цим відзначається, що питання нормального штучного освітлення на підприємствах легкої промисловості, ще не знаходить належних умов.
Застосовуючи в цехах штучне освітлення з люмінісцентними світильниками, необхідно знати наступне: люмінісцентні світильники є одними з найбільш масових видів освітлювальних приладів. Економічність і гігієнічність люмінісцентних ламп широко використовується в усіх галузях промисловості. Крім того, люмінісцентні лампи в середньому на 2,5 рази підвищують величину освітленості при мінімальній витраті електроенергії в порівнянні з лампами розжарювання. Проектуючи електроосвітлення в цехах, необхідно дотримуватись таких вимог:
На робочому місці і в приміщенні створити необхідні умови праці –згідно норм освітлення і видів роботи.
Світильники приміщень і робочих місць не повинні створювати засліплюючої дії для робітників. Це забезпечується правильним вибором типу світильників, достатньою висотою їх підвішування і правильним розміщенням над поверхнею робочого місця.
Для створення кращого освітлення поверхні робочого місця лампи розташовують під кутом.
Світильники в промислових приміщеннях розташовуються так, щоб створити достатньо рівномірну освітленість усього приміщення. Нерівномірність освітлення призводить до стомленості працюючих і перевитрати електроенергії.
Величина освітлення не повинна часто і раптово змінюватися, це шкодить зору працюючих, викликає втому і зниження продуктивності праці.
При виборі типу світильника враховується не тільки його характеристика, але й відповідність умовам середовища.
Вільний доступ до ламп освітлення для зручного їх обслуговування і миття від бруду.
Розрахунок загального освітлення робочої зони цеху
Розрахуємо загальне освітлення методом коефіцієнта використання світлового потоку в цеху :
Визначаємо відстань від стелі до робочої поверхні:
Н0 = Н – Нроб
Де Н - висота приміщення, м; - 5.5м
Нроб – висота робочої поверхні, м. – 0,8
Н0 = 5,5 – 0,8 = 4,7 м
Визначаємо відстань від стелі до світильника:
h0 = 0,2H0 = 0,2·4,7 = 0,94 м
Визначаємо можливу висоту світильника над робочою поверхнею:
Нр = Н0 – h0 = 4,7 – 0,94 = 3,76 м
Визначаємо висоту світильника над робочою поверхнею:
Нр + Нроб = 3,76 + 0,8 = 4,56 м
Для досягнення більш рівномірного освітлення приймаємо співвідношення: L/ Нр = 1,6, звідки відстань між світильниками
L = 1,6 Нр, L = 1,6·3,76 = 6 м
Визначаємо число світильників по довжині цеху (42м):
nст = 42/6 = 7
Визначаємо число ламп у поперек цеху (21м)
nвпоперек = 21/6 = 3,5≈4
Визначаємо загальну кількість ламп:
nзаг = nст × nвпоп. = 7∙4 = 28шт.
Необхідний світловий потік лампи в кожному світильнику:
![]()
Де Е - задана мінімальна освітленість, лк;
до - коефіцієнт запасу (для люмінісцентних ламп - 1,5);
s – освітлювана площа, м2 ;
N - число світильників;
z - відношення середньої освітленості до мінімального (для люмінісцентних ламп - 1,1);
η - коефіцієнт використання світлового потоку в частках від одиниці (відношення світлового потоку, що падає на розрахункову поверхню, до сумарного потоку всіх ламп).
Коефіцієнт використання η залежить від типу світильника, від коефіцієнтів відбиття стелі ρп , стін ρс , розрахункової поверхні ρр , індексу приміщення
![]()
Де h - висота світильника над робочою поверхнею, а - довжина приміщення, b - ширина приміщення.
![]()
18. Первинні засоби пожежогасіння
Для ліквідації попередження пожеж необхідно знати причини їх виникнення. Причини ці досить різнобічні і змінюються протягом часу. Основними причинами пожеж являються: необережна робота з вогнем; незадовільний стан електротехнічних пристроїв і не дотримання правил їх експлуатації; не виправність виробничого обладнання і порушення режимів технологічних процесів Успішна боротьба з виниклою пожежею пов’язана з правильним вибором методів і засобів пожежогасіння і забезпечує на сучасному рівні розвитку протипожежної техніки її ліквідацію незалежно від ступеня горіння і об’єму будівлі, охопленого пожежею.
В залежності від фізико-хімічних властивостей горючих речовин для їх тушіння використовують рідкі (воду, чотирьох хлористий вуглець і ін.), тверді (сухий пісок, суха земля і ін.), пінні (хімічні та повітряно-механічні піни), паро- і газоподібні (азот, водяний пар, вуглекислота) вогнегасні засоби.
Найбільш доступним засобом припинення пожежі є вода. Однак вода підходить не для всіх випадків пожежогасіння. Легкозаймисті рідини, які не змішуються з водою, густина яких менше одиниці, не піддаються тушінню водою. В шкіряному виробництві використовують хімічні речовини, які легші за воду і при дії води вони піднімаються, розтікаються продовжуючи горіти. Найбільший ефект досягається при використанні сильних потоків, які направлені в осередок пожежі та розпиленні дрібнодисперсних речовин.
До первинних засобів тушіння, які використовують для тушіння загорань в початковій стадії їх розвитку, відносяться: ручні і пересувні вогнегасники, гідропульти, відра, бочки з водою, лопати, ящики з піском, азбестові полотна. Найбільш ефективними вогнегасники засобами пожежі в період її зародження є вогнегасники.
Вогнегасники по виду використовуваних засобів гасіння поділяють на 3 групи: пінні, газові, порошкові.
Порошкові вогнегасники використовують для гасіння легкозаймистих та горючих рідин, електроприладів, що знаходяться під напругою. Порошкові вогнегасники випускаються переносними (ОП-1, ОПС-6, ОПС-10), рухомі (ОППС-100, СН-120 та "Момент"). Тривалість їх дії біля 30 сек.
Кількість вогнегасників, яка потрібна в цеху з переробки ПВХ розраховують за формулою :
N=S/100=882/50≈18
де S - площа цеху, м2 .
В цеху з переробки ПВХ площею 882 м2 розміщуємо 18 вогнегасників ОППС-100
Первинні засоби пожежогасіння в цеху з переробки поліолефінів призначені для ліквідації невеликих осередків пожеж, а також для гасіння пожеж у початковій стадії їх розвитку шлами персоналу об’єктів до прибуття штатних підрозділів пожежної охорони.
Частіше використовуються такі види первинних засобів пожежогасіння:
· вогнегасники;
· пожежний інвентар (покривала з негорючого теплоізоляційного полотна, грубововної тканини або товсті ящики з піском, бочки з водою, пожежні відра, совкові лопати);
· пожежний інструмент(гаки, ломи, сокири).
Первинні засоби пожежогасіння в цеху з переробки поліолефінів розміщені на пожежних щитах (стендах).
Пожежні щити встановлюють на території об’єкта з розрахунку один щит на площу до 5000 м2 .
До комплекту засобів пожежогасіння, які розміщуються на ньому, включені: вогнегасники, ящики з піском, покривало з негорючого теплоізоляційного матеріалу або товсті розміром 2×2, гаки, лопати, ломи, сокири.
Вид і кількість первинних засобів пожежогасіння визначають згідно «Правил пожежної безпеки в Україні» і залежить від :
· типу будівлі, установки, організації, підприємства;
· категорії приміщень, будівель за вибухопожежною та пожежною небезпекою;
· класа пожежі;
· вогнегасної спроможності вогнегасних речовин;
· наявності в приміщені стаціонарних установок.
19 Очистка повітря від загазованості
В процесі переробки пластмас можуть проходити викиди газоподібних продуктів, твердих відходів і стічних вод, які забруднюють навколишнє середовище. Велика кількість відходів свідчить перш за все про невдосконаленість технологічного процесу. Очистка і утилізація відходів являється важливою народногосподарським завданням.
Найбільш радикальним способом захисту навколишнього середовища від викидів промислових підприємств являється створення безвідходних технологій або створення технологічних процесів, при проведенні яких кількість відходів зведено до мінімуму.
Важливою характеристикою безвідходних і маловідходних технологій являється матеріальний індекс підприємства, тобто відношення сумарної питомої витрати сировини і допоміжних матеріалів до одиниці маси готової продукції. При відсутності відходів кількість витраченої сировини і допоміжних матеріалів повинно бути рівне кількості готової продукції і, відповідно, матеріальний індекс виробництва рівний одиниці.
На існуючих підприємствах він завжди значно більший одиниці. Це свідчить, що частина витраченої сировини і допоміжних матеріалів йде в відходи.
Так, при пресуванні виробів або литті під тиском відходи йдуть заусенці, літники. На сучасних виробництвах заусенці подрібнюють в муку і використовують як добавку в процесі виготовлення прес-порошків. Літники виробів дроблять і використовують для виробництва мало відповідальних виробів, тари і т.д. Таким чином проводиться утилізація відходів. Крім того, в даний час створенні литтєві форми точкового лиття з дегазацією і т.д.
Основою підприємства являється технологічний процес, описання якого і практичні вимоги приводяться в технологічному регламенті. Технологічний регламент являється основним технічним документом, який визначає рецептуру, режим і порядок проведення всіх операцій технологічного процесу. Строге дотримання всіх вимог регламенту являється обов’язковим і забезпечує якість продукції що випускається, раціональне і економічне ведення виробничого процесу, збереженість обладнання і безпечність роботи.
В регламенті перечислюються всі можливі відходи підприємства, їх використання, місця складу і способи знищення. При порушені технологічного регламенту кількість відходів збільшується. Наприклад. При відключені від температурного режиму в процесі переробки пластмас в вироби проходить розкладання полімеру з виділенням токсичних газоподібних речовин, які можуть утворювати аварійні викиди, які призводять до загазованості оточуючого середовища, або можуть створювати надлишковий тиск, який здатний розірвати апаратуру, трубопроводи і навіть викликати вибух.
Для запобігання порушень технологічного регламенту в ряді випадків доцільно використовувати автоматичний регулятор температури, тиску, газоаналізаторів, які фіксують і регулюють гранично допустимі концентрації шкідливих речовин.
Викид шкідливих речовин в атмосферу або грунт може проходити внаслідок недостатньої герметизації обладнання.
Герметизація забезпечує непроникність стінок і сполучень апаратів, в яких знаходяться рідини, гази, порошкоподібні продукти.
Якщо апарати працюють під тиском, то раптова втрата їх герметичності може привести до викиду в атмосферу токсичних речовин. Найбільш частіші порушення герметичності являються нещільності в з’єднаннях деталей обладнання. Усунення або зменшення степені нещільності досягається використанням ущільнень. Велике значення для створення герметичності має правильний вибір ущільнюючого матеріалу прокладок.
Герметичність обладнання перевіряють як при його установці. Так і в процесі експлуатації. Розроблена система випробувань на герметичність, установлені способи і терміни перевірки, визначенні норми герметичності для різних видів обладнання. В порівнянні з нормами результатами випробувань дозволяє визначити степінь герметичності обладнання і зробити висновки про необхідність його заміни, ремонту або інших мір, які встановлюють газовиділення.
Усі виробничі приміщення цеху з виготовлення гранул із поліолефінів оснащені системою вентиляції. Вентиляційна система ефективно очищує повітря від надлишку тепла, вологи, шкідливих газів, пилу і створює необхідні умови для здорової високопродуктивної праці. В даний цех найдоцільніше устанавлювати припливно – витяжну загальнообмінну механічну вентиляцію. Припливно – витяжна загальнообмінна механічна вентиляція складається з двох окремих установок: через одну подається чисте повітря, через іншу видаляється забруднене (рис. 5.3)
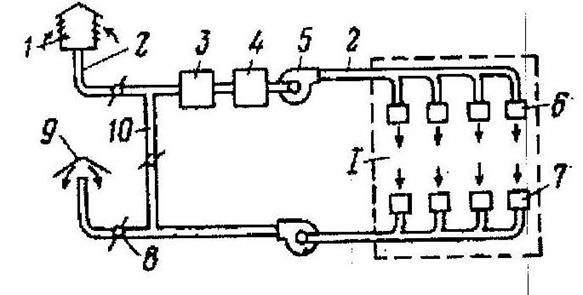
Схема вентиляції цеху по виробництву поліолефінових гранул
1 – повітроприймач; 7 – витяжні отвори;
2 – повітропроводи; 8 – регулюючий клапан;
3 – фільтр; 9 – пристрій для викиду повітря;
4 – калорифер; 10 – повітропроводи для рециркуляції;
5 – відцентровий вентилятор; І – приміщення, що захищається.
6 – приточні отвори;
Розрахунок вентиляції
Vвент - об'єм повітря, необхідний для обміну;
Vпом - об'єм робочого приміщення.
Для розрахунку приймемо наступні розміри робочого приміщення:
· довжина В = 42 м;
· ширина А = 21 м;
· висота Н = 5,5 м.
Відповідно об'єм приміщення дорівнює:
V приміщення = А * В * H =4851 м3
Необхідний для обміну об'єм повітря Vвент визначимо виходячи з рівняння теплового балансу:
Vвент * З( tуход - tприход ) * Y = 3600 * Qизбыт
Qизбыт - надлишкова теплота (Вт);
З = 1000 - питома теплопровідність повітря (Дж/кгК);
Y = 1.2 - щільність повітря (мг/див).
Температура повітря, що йде, визначається по формулі:
tуход = tр.м. + ( Н - 2 )t
де t = 1-5 градусів - перевищення t на 1м висоти приміщення;
tр.м. = 25 градусів - температура на робочому місці;
Н = 5,5 м - висота приміщення;
tприход = 18 градусів.
tуход = 25 + ( 5,5 - 2 ) 2 = 29.4
Qизбыт = Qизб.1 + Qизб.2 + Qизб.3 , де
Qизб. - надлишок тепла від електроустаткування й овітлення.
Qизб.1 = Е * р
Де Е - коефіцієнт втрат електроенергії на топловідвід ( Е=0.55 для освітлення);
р - потужність, р = 40 Вт * 15 = 600 Вт.
Qизб.1 = 0.55 * 600=330 Вт
Qизб.2 - теплонадходження від сонячної радіації,
Qизб.2 =m * S * k * Qc
де m - число вікон, приймемо m = 30;
S - площа вікна, S = 2.3 * 2 = 4.6 м2 ;
k - коефіцієнт, що враховує засклування. Для подвійного засклування
k = 0.6;
Qc = 127 Вт/м - теплонадходження від вікон.
Qизб.2 = 4.6 * 4 * 0.6 * 127 = 1402 Вт
Qизб.3 - тепловиділення людей
Qизб.3 = n * q
Де q = 80 Вт/чіл. , n - число людей, наприклад, n = 15
Qизб.3 = 15 * 80 = 1200 Вт
Qизбыт = 330 +1402 + 1200 = 2932 Вт
З рівняння теплового балансу
Vвент![]() м3
м3
Оптимальним варіантом є кондиціювання повітря, тобто автоматична підтримка його стану в приміщенні відповідно до певних вимог (задана температура, вологість, рухливість повітря) незалежно від зміни стану зовнішнього повітря й умов у самому приміщенні.
Література
Гуль В. Е.. Лкутин М. С. Основы переработки пластмасс. - М: Химия. 1935. 400с. Рагяел 43.
Иаделия из пластмасс: руководство но выбору, применению и переработке/ С. Г. Балииский. М. Л. Канспман. К. В. ФаннштсЛн; При участии и подобие ры А. Я Малкина и МЛ. Кербсра. - М.; Радиапласт. 1992. - 201 с.
Основы технологии псреработки пластмасс: Учебник для вуэоп/С. В. Власов, Э. .1. Каднничев, J\. в. Кандырии и др. - М- Химия, 1U95. - 528 с. Раздел 20.3.