| Скачать .docx |
Реферат: Кинетические закономерности электрохимического окрашивания анодных оксидных пленок на алюминии и его сплавах
На правах рукописи
ХАЛИПИНА
Наталия Николаевна
КИНЕТИЧЕСКИЕ ЗАКОНОМЕРНОСТИ
ЭЛЕКТРОХИМИЧЕСКОГО ОКРАШИВАНИЯ АНОДНЫХ
ОКСИДНЫХ ПЛЕНОК НА АЛЮМИНИИ И ЕГО СПЛАВАХ
АВТОРЕФЕРАТ
диссертации на соискание ученой степени кандидата технических наук
2006
Общая характеристика работы
Актуальность темы.
Алюминий и его сплавы широко используются в самолето- и приборостроении, в электротехнике, бытовой технике. Для придания изделиям из алюминия высокой коррозионной стойкости, износостойкости, твердости, электроизоляционных свойств, декоративного вида их подвергают анодному оксидированию. В последнее время интенсивное развитие получило декоративное анодирование, обеспечивающее высокую светостойкость во всей цветовой гамме. Весьма перспективно в этом плане оксидирование с последующим электрохимическим окрашиванием в растворах минеральных солей. Систематические исследования этих процессов очень не многочисленны, воззрения на механизм этих процессов разноречивы. Это затрудняет эффективное решение технологических задач. Таким образом, тема работы актуальна.
Работа выполнялась в соответствии с планом важнейших НИР СГТУ по основному научному направлению "Разработка теоретических основ электрохимических технологий и материалов для химических источников тока" (№ государственной регистрации 01200205598).
Цель работы.
Изучение кинетики и механизма электрохимического окрашивания анодных оксидных пленок на алюминии и его сплавах по методу катодного внедрения.
Задачи исследования:
•исследовать влияние состава электролита оксидирования на кинетику электрохимического окрашивания алюминия и его сплавов в потенциостатическом режиме и предложить оптимальный состав электролита оксидирования, обеспечивающий наиболее качественное окрашивание анодных оксидных пленок (АОП) на алюминии и его сплавах;
•изучить влияние состава электролита оксидирования на объемный заряд окрашенных оксидных пленок;
•изучить влияние потенциала внедрения красящих катионов на объемный заряд окрашенных оксидных пленок;
•исследовать влияние природы красящего катиона и потенциала окрашивания оксидированных алюминиевых электродов на pHs приэлектродного слоя;
•измерить температуру приэлектродного слоя на оксидированных алюминиевых электродах в растворах электролитического окрашивания;
•исследовать возможность использования в качестве добавок в электролиты окрашивания твердых отходов гальванических производств;
• разработать технологические рекомендации по составу
электролита окрашивания и режиму электролиза.
Научная новизна работы.
Проведено систематическое изучение анодного окисления алюминия и его сплава АМ в водных растворах серной, фосфорной, щавелевой кислот и их смесей в широком диапазоне концентраций компонентов и при варьировании их составов. Показано влияние природы аниона на свойства и структуру АОП. Разработаны представления о механизме анодного окисления алюминия и его сплавов в концентрированных растворах кислот. Установлено, что при анодном растворении алюминия в сульфатно-фосфатных и сульфатно-оксалатных электролитах формируются поверхностные слои, обеспечивающие высокую подвижность катионов Ni (II), Cu (II) и Mg (II) в их структуре и обладающие высоким объемным зарядом. Установлены кинетические закономерности электрохимического окрашивания АОП на алюминии в широком интервале потенциалов при использовании красящих катионов различной химической природы. Показана взаимосвязь между pH приэлектродного слоя, изменением температуры AT в двойном слое и кинетикой процесса окрашивания. Установлена взаимосвязь между защитными и декоративными свойствами, светостойкостью окраски и природой и концентрацией катионных дефектов и их распределением в структуре АОП. Рассчитаны диффузионные характеристики, концентрация катионных дефектов, удельный объемный заряд окрашенных АОП. Предложена модель процесса. Разработана и научно обоснована методология направленного воздействия на свойства системы металл/оксидная пленка/электролит окрашивания, в основе которой лежит модифицирование оксидного слоя по методу катодного внедрения катионов из раствора, химическая природа которых и условия применения определяются технологической задачей.
Практическая значимость результатов работы.
Разработаны составы электролитов на основе серной, фосфорной и щавелевой кислот и режимы электролиза для нанесения анодных оксидных пленок на алюминий и его сплавы и для их электрохимического окрашивания, обеспечивающие высокие защитные свойства и светостойкость. Разработаны технологические рекомендации по использованию гальваношламов в составе электролитов окрашивания. Электролиты прошли успешные испытания и внедрены в учебный процесс. Результаты работы могут быть использованы при разработке методов и технологий получения окрашенных анодных оксидных пленок с заданными функциональными свойствами на алюминии и его сплавах в радиоэлектронике вычислительной технике, электротехнике, в бытовой технике.
Обоснование достоверности полученных результатов.
В работе использован комплекс современных, независимых, взаимодополняющих электрохимических и физико-химических методов исследования:
хроновольтамперометрия, основной потенциостатический метод,
тонкослойная хронопотенциометрия, термография приэлектродного слоя, импедансметрия, рЦ-метрия приэлектродного слоя; масс-спектрометрия вторичных ионов (ВИМС), микроскопия поверхности, а также методы определения светостойкости, напряжения пробоя, коррозионной стойкости в соответствии с ГОСТ; при оценке воспроизводимости экспериментальных результатов использовалась методика среднестатистической оценки доверительного интервала по 3-6 параллельным измерениям, который характеризовался критерием Кохрена.
Апробация результатов работы.
Основные результаты работы апробированы на Международных и Всероссийских конференциях: "Современные электрохимические технологии СЭХТ-2002" (2002 г., Саратов); "Защитные покрытия в машиностроении и приборостроении" (2003 г., Пенза); "Теория и практика электрохимических технологий. Современное состояние и перспективы развития" (2003 г., Екатеринбург); "Химия твердого тела и функциональные материалы" (2004 г., Екатеринбург); "Электрохимия, гальванотехника и обработка поверхности" (2001 г., Москва); "Перспективные полимерные композиционные материалы. Альтернативные технологии. Переработка. Применение. Экология" (2001 г., Саратов).
Публикации.
По теме диссертации опубликовано 6 работ, из них 2 статьи в центральной печати, 2 в реферируемых сборниках научных трудов и 2 тезисов докладов.
Структура и объем работы. Диссертация состоит из введения, 3 глав, выводов, списка использованной литературы из 184 наименований и приложения. Изложена на 163 страницах машинописного текста и содержит 74 рисунка и 35 таблиц.
На защиту выносятся следующие основные положения:
1) кинетические закономерности электролитического окрашивания АОП;
2) влияние потенциала и состава электролита оксидирования на концентрацию дефектов и объемный заряд в структуре окрашенных оксидных пленок;
3) взаимосвязь между природой красящего катиона, потенциалом окрашивания и pHs приэлектродного слоя;
4) взаимосвязь между температурой приэлектродного слоя и кинетикой электролитического окрашивания на
оксидированных алюминиевых электродах;
5) технологические рекомендации по использованию гальваношламов в составе электролитов окрашивания.
Основное содержание работы
Во введении дано обоснование актуальности темы, рассмотрены цели и задачи исследования, научная новизна и практическая значимость результатов работы.
Глава 1. Литературный обзор.
В первой главе дан анализ современных тенденций в научной литературе, посвященной анодному окислению алюминия и его сплавов, механизму и кинетике формирования анодных оксидных пленок (АОП), а также составу и строению анодных оксидных пленок на алюминии и его сплавах; составу электролитов анодного оксидирования и электролитического окрашивания; рассмотрены современные представления о механизме окрашивания, о роли дефектов структуры в механизме распределения носителей окраски и формирования цветовой гаммы; о влиянии сопутствующего процесса выделения водорода; проанализирована возможность использования твердых отходов гальванических производств в качестве добавок в электролиты окрашивания.
Глава 2. Методика эксперимента.
Во второй главе приведены методы и методики исследования, использованные в работе. Все исследования проведены на алюминии и его сплаве АМ. Электроды готовили в виде пластин толщиной 1 мм и рабочей поверхностью 50x10 мм или в виде стержней диаметром 2 мм и высотой 30 мм; при определении температуры приэлектродного слоя использовали дисковые электроды диаметром 10 мм.
Анодное оксидирование проводили в растворах H2SO4, Н3Р04 и их смесей, а также в растворах смесей Н3Р04 с Н2С4О4 в условиях варьирования концентраций и соотношения компонентов. Предварительная подготовка поверхности включала жесткое и мягкое травление в щелочном электролите; промывку в теплой и холодной воде; осветление в HN03; химическое полирование в смеси HN03 и Н3Р04 согласно ГОСТ; промывку в холодной воде и сушку. Вспомогательным электродом при оксидировании служил свинец; при окрашивании - медь или никель; при импедансных измерениях цилиндр из платинированной платины диаметром 10 мм и высотой 30 мм. В качестве электрода сравнения при измерениях потенциала использовали стандартный хлорсеребряный электрод.
В качестве электролитов окрашивания использовали растворы сульфатов NiS04 + MgS04 или CuS04+MgS04, подкисленные борной или серной кислотой. Растворы, приготовленные на основе гальваношламов,
содержали катионы Fe (III), Fe (II), Zn (II), Cu (II), N (II), Cr (II), или Cr (VI), Ca (II). Перед приготовлением электролитов окрашивания навеску шлама растворяли в горячей H2S04 и вводили дополнительно CuS04 или NiS04 и MgS04; кроме того, использовали растворы на основе гальваношламов, предварительно растворенных в H2S04, с добавкой толуолсульфоновой или сульфаминовой кислоты. Приготовленные растворы тщательно очищали от механических примесей.
Ток и напряжение на ванне оксидирования регулировали с помощью трансформатора с выходным напряжением 220 В.
Исследование кинетики и механизма анодного оксидирования и электрохимического (катодного) окрашивания проводили в потенциостатическом режиме на потенциостате П-5848 с платиновым противоэлектродом. Для регистрации тока и потенциала на электроде использовали самопишущий потенциометр КСП-4 при скорости протяжки диаграммной ленты 54000 мм/ч.
Импедансные измерения проводили на мосту переменного тока Р-5021 в комплекте с генератором сигналов ГЗ-33 и ламповым вольтметром В-13. Состояние анодной оксидной пленки до и после окрашивания исследовали по методике поперечных шлифов с помощью микроскопа "EPIGNOST" фирмы "Цейс" при увеличении 500 крат. Анализ образцов методом ВИМС проводили на магнитном масс-спектрометре МИ-13 05 с универсальной приставкой. Для измерения pH s использовали микросурьмяный электрод, устойчивый в кислых растворах в широком диапазоне pHs. Предварительно были получены калибровочные кривые Е-pHs. Определение температуры приэлектродного слоя осуществляли с помощью изготовленной на кафедре ТЭП ТИ СГТУ установки, основанной на использовании высокочувствительных к изменению температуры терморезисторов М15 (>1 кОм/град). Изменение температуры ДТ, вызванное протеканием электрохимической реакции, фиксировали с помощью цифрового вольтметра Щ1413 (класс точности 0,05/0,02 в диапазоне О-10В и 0,06/0,02 в остальных диапазонах измерений) в соответствии с калибровочной кривой. Светостойкость и защитные свойства покрытий определяли в соответствии с ГОСТ.
Глава 3. Результаты эксперимента.
В третьей главе представлены результаты эксперимента и их обсуждение.
3.1 Кинетические закономерности катодного внедрения и анодного растворения катионов окрашивания на анодно-оксидированном алюминиевом электроде.
При изучении кинетики катодного внедрения катионов окрашивания и их анодного растворения из окрашенных анодно-оксидных пленок на сплаве алюминия предварительное оксидирование проводили в 20% растворе серной кислоты, 18% - м растворе фосфорной кислоты, смеси серной и фосфорной кислот в различных соотношениях, смесях фосфорной и щавелевой кислот в течение 30 мин при плотности анодного тока 1 А. Толщина полученных АОП составляла 10±0,1 мкм. Сформированные АОП подвергали катодной обработке в растворе окрашивания в черный цвет, содержащем в своем составе CuS04, MgS04 и H2SO4 в потенциостатическом режиме (рис.1).
Диапазон рабочих потенциалов выбирали таким образом, чтобы он лежал вблизи равновесных значений потенциалов N восстановления соответствующих катионов окрашивания. После катодной обработки в условиях E=const электроды поляризовали различными плотностями анодного тока, составлявшими V% катодного тока, фиксируемого потенциостатической кривой при достижении стационарного состояния.
Кривые i процесса окрашивания оксидированных в H2S04 и Н3Р04 алюминиевых электродов при потенциалах, соответствующих разряду ионов Mg2+ и Си2+, перестроенные в координатах i-x (рис.2), не идут в начало координат. Это свидетельствует о том, что при катодной поляризации в потенциостатическом режиме наряду с процессом внедрения разряжающихся катионов из электролита окрашивания в металлическую основу часть красящих катионов внедряется в анодный оксид, что согласуется с результатами рентгенофазового анализа (рис.3).
Наблюдаемый при окислительно-восстановительных потенциалах системы Си + С быстрый подъем тока во времени связан с насыщением оксидного слоя электрода продуктами восстановления катионов меди. При смещении в область потенциалов системы Mg2+/Mg плотность тока на электроде возрастает: наряду с внедрением катионов Си + становится возможным внедрение Mg2+ и водорода в электрод. Таким образом, в оксидном слое на алюминии возможно протекание нескольких процессов, которые значительно искажают его структуру и свойства:
В зависимости от плотности тока ia переходное время т процесса может достигать 20-150 с. Затем наблюдается новое резкое смещение потенциала в область более положительных значений. Накапливающийся на электроде заряд создает на межфазной границе условия для последующего наращивания слоя АОП.
В соответствии с теорией метода тонкопленочной хронопотенциометрии количество электричества (qT), прошедшего через электрод при плотности тока i за время т: qt= ZFC0-i A73D, где X =10 мкм, толщина АОП; Со - объемная концентрация красящего катиона в слое АОП (моль / см3), связанная с объемным удельным зарядом qo соотношением: С0= qo / ZF-Зависимость qT-ip (рис.5) имеет вид прямых, по угловому коэффициенту наклона которых AqT/Aip рассчитывался коэффициент диффузии красящих катионов D=X / 3 (AqT/Aip),cM2/c.
3.2 Температура приэлектродного слоя на оксидированном А1 электроде в электролитах окрашивания.
Измерение температуры в приэлектродном слое показало, что в начальный момент спада тока температура приэлектродного слоя, в зависимости от Ек и состава раствора, может достигать 100°С. Для всех растворов окрашивания при катодной поляризации в потенциостатическом режиме как на начальном этапе процесса в условиях нестационарной диффузии, так и в условиях длительной поляризации изменение температуры AT в приэлектродном слое сильно зависит от длительности поляризации и величины катодного потенциала. Кривые ДТ - Е имеют автоколебательный волнообразный характер.
Сопоставление количества электричества, сообщенного электроду в процессе катодной поляризации - qKn, с количеством электричества получаемого с электродов при гальваностатическом разряде qT, показывает, что qKn значительно превышает qt. Это свидетельствует не только о том, что не все красящие катионы выходят из АОП при разряде, но позволяет предположить, что в процессе электролитического окрашивания принимают участие не только металлические ионы, но и ионы водорода. Разряжающиеся ионы водорода адсорбируются на электроде и проникают в глубь оксидной пленки, оказывая значительное влияние на ее объемный заряд. В случае АОП, сформированных в Н3Р04, красящие катионы более прочно связаны с веществом оксида, о чем свидетельствуют более низкие величины q0.
Это согласуется с представлениями о наличии структурных изменений в АОП, вызванных протеканием процесса окрашивания и образованием продуктов внедрения красящих катионов в АОП. Это могут быть соединения Mn2+, Mn4+; Cu+,Cu°; смеси оксидов общей формулы Ме2+ Ме23+04, где Ме2+ - Cu2+, Ni2+, Mn2+, Mg2+; Ме3+ - А13+. В структуре обратной шпинели Ме2+ [Ме2+ Ме3+] 04 половина ионов Ме2+находится в тетраэдрических пустотах, а остальные вместе с ионами Ме3+ - в октаэдрических. Наличие в масс-спектрах линий А ЮН, Н, ОН, ОН2, MgO, а также Mg, Си, Со указывает на участие ионов водорода и молекул воды в рассматриваемом процессе. Образование соединений шпинельного типа согласуется с высокими защитными свойствами окрашенных АОП.3.3 Роль протонодонорных частиц в процессе электролитического окрашивания АОП на А1 электроде
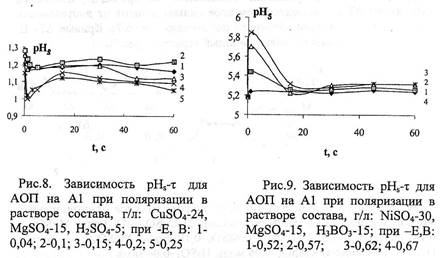
Исследования показали, что в процессе электрохимического окрашивания АОП в растворах минеральных солей в потенциостатическом режиме вместе с плотностью тока меняется pHs приэлектродного слоя (рис. 8-10). Величина рН исходного раствора CuS04 - 24 г/л, MgS04 - 15 г/л, H2S04-5 г/л составляет 1,26. В момент включения поляризующего тока при всех потенциалах окрашивания происходит подкисление приэлектродного слоя: pHs=l,18-l,03. С течением времени pHs увеличивается до 1,09-1,21. В исследованном диапазоне потенциалов возможно полное или частичное восстановление катионов меди. Зафиксированное подкисление приэлектродного слоя можно объяснить протеканием реакции: представлена зависимость рН5-т для АОП на алюминии в растворе состава, г/л: NiS04 - 30, MgS04 - 15, Н3В03-15 (рН=5,2). При включении поляризующего тока, вследствие протекания процесса разряда протоносодержащих частиц, наблюдается рост pHs до 5,4-5,8; затем рН, уменьшается и начиная с 15 с устанавливается в пределах 5,24-5,32, близких к рН в объеме раствора. Смещение потенциала в отрицательную сторону до - 2,32... - 2,52 В приводит к еще большему (до 5,5-5,9) подщелачиванию приэлектродного слоя в момент включения поляризации. Однако, через - 15 с pHs достигает исходных значений 5,2...5,3. Обнаруженный эффект может быть связан с ускорением процесса разряда ионов водорода. Более сложная картина наблюдается в растворах КМп04 (рис.10), когда pHs в объеме раствора составляет 1,15. В момент включения тока pHs достигает при Ек=1.22...1,12 В значений ~1,3±0,05. В первые 15 с происходит снижение pHs до 0,2 и в дальнейшем сильно зависит от потенциала, но со временем кривые рН8-т сближаются и стремятся к исходному значению рН в объеме.
Таким образом, при электрохимическом окрашивании АОП зависимость pHs от потенциала неоднозначна и носит автоколебательный, волновой характер. Это однозначно указывает на протекание в слое АОП твердофазных окислительно-восстановительных процессов с участием катионов окрашивания и ионов водорода. При этом носителями окраски являются не только зародыши металлических кристаллов, но и их оксиды и гидроксиды.
3.4 Исследование возможности использования гальваношламов как носителей катионов окрашивания при электрохимическом окрашивании анодных оксидных пленок на алюминии и его сплавах.
Исследование электрохимического окрашивания анодных оксидных пленок на алюминии и его сплавах в растворах, приготовленных на основе гальваношламов (ГШ) некоторых предприятий г. Энгельса, содержащих соединения меди, железа, никеля, цинка, хрома, кальция, подтвердило, что окрашивание АОП происходит по механизму электрохимического внедрения твердофазной диффузии. Независимо от состава ГШ формируются АОП одинаковой цветовой гаммы: от светло-коричневого до черного цвета.
Цвет интеркалата АОП обусловлен структурой и химическими свойствами соединений, образующихся в результате внедрения красящих катионов, сопровождающегося их частичным или полным
восстановлением. Анализ хода кривых при потенциалах, близких к равновесным значениям, показывает, что на начальном этапе внедряющиеся катионы металлов образуют в структуре АОП твердый раствор. Кривые i,t при потенциалах восстановления ионов железа фиксируют все стадии процесса внедрения.
Линейный характер зависимости указывает на диффузионную природу замедленной стадии суммарного процесса.
Исследование влияния технологических параметров на интенсивность цвета, светостойкость, шероховатость и коррозионную стойкость покрытий позволило установить, что исключение соли никеля из состава электролита и замена большей части сульфатов кобальта, меди и магния на гальваношлам не вызывает ухудшения свойств покрытия по сравнению с покрытием, формируемым в стандартном электролите.
Покрытия получаются интенсивного черного цвета, светостойкие, шероховатость 0,6-0,9 мкм, обладают высокой коррозионной стойкостью и хорошей воспроизводимостью свойств. Увеличение содержания гальваношлама в составе электролита окрашивания с 30 до 150 г/л позволяет снизить время окрашивания до 5 мин, а величину напряжения на ванне окрашивания до 3-5 В без ухудшения качества покрытия. Исключение из состава стандартного электролита солей никеля и магния приводит к изменению окраски с черного на коричневый. При увеличении напряжения на ванне окрашивания до 15 В интенсивность окраски также увеличивается, возрастает коррозионная стойкость. Повышение температуры до 30°С и последующая обработка в кипящей дистиллированной воде способствуют увеличению светостойкости, равномерности и коррозионной стойкости покрытия. При увеличении содержания ГШ в растворе окрашивания до 200 г/л равномерность окраски нарушается, снижается интенсивность, изменяется цвет от темно-коричневого до серого, увеличивается шероховатость поверхности. Качественные цветные АОП-покрытия можно получить и из растворов, приготовленных только на основе гальваношламов. При введении добавок MgS04, H3BO3 (10 г/л) формируются равномерные светостойкие покрытия интенсивного темно-коричневого, в отдельных случаях черного цвета.
Введение добавок сульфокислот позволяет расширить цветовую гамму и получить серые покрытия различных оттенков и рисунков. Разработанные на основе гальваношламов составы электролитов для электрохимического окрашивания анодных оксидных пленок отличаются высокой работоспособностью: в одном литре раствора можно
Основные выводы.
1. Изучено влияние состава электролита оксидирования на кинетику электрохимического окрашивания анодных оксидных пленок на алюминии и его сплавах в широком интервале потенциалов. Найдено, что по прочности связи красящего катиона с веществом оксида электролиты можно расположить в ряд.
2. Показано, что процесс электрохимического окрашивания АОП в растворах солей металлов подчиняется закономерностям катодного внедрения, а анодное растворение красящего катиона из АОП лимитируется стадией твердофазной диффузии. Рассчитанные коэффициенты диффузии красящих катионов имеют порядок.
3. Установлено, что процесс электрохимического окрашивания АОП сопровождается изменением температуры AT приэлектродного слоя, зависимость ДТ от потенциала носит колебательный, автоволновой характер.
4. Найдено, что pH приэлектродного слоя в электролитах окрашивания на оксидированном А1 электроде зависит от состава электролита и потенциала окрашивания. При этом зависимость pH носит колебательный, автоволновой характер, что указывает на протекание в слое оксида окислительно-восстановительных процессов, определяющих окраску АОП.
5. Установлено, что частичная замена компонентов растворов электрохимического окрашивания на гальваношламы позволяет получить светостойкие, коррозионно-стойкие покрытия, обладающие декоративным внешним видом. Отработаны технологические параметры получения таких покрытий: концентрация ГШ, напряжение и время окрашивания. Доказано, что качественные цветные покрытия можно получить и из растворов, содержащих только гальваношламы.
6. Установлено, что увеличение напряжения, концентрации ГШ и времени окрашивания до некоторой величины (которая определяется остальными параметрами) способствует увеличению интенсивности окраски АОП.
7. Показана возможность и разработаны режимы формирования окрашенных анодных покрытий на алюминии и его сплавах в растворах ГШ непосредственно в процессе "анодирования" током переменной полярности. Введение в раствор ГШ добавки п-толуолсульфокислоты (1г/л) позволяет получить покрытия глубокого черного цвета.